Kondit
-
Публікації
4 856 -
Зареєстрований
-
Відвідування
-
Days Won
20
Тип публікації
Профілі
Форум
Календар
Усі публікації користувача Kondit
-
Если что - только исправляем и дополняем, без флуда.
-
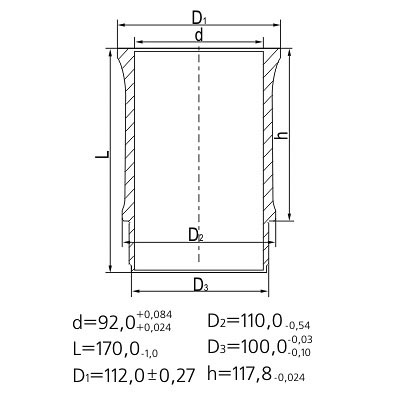
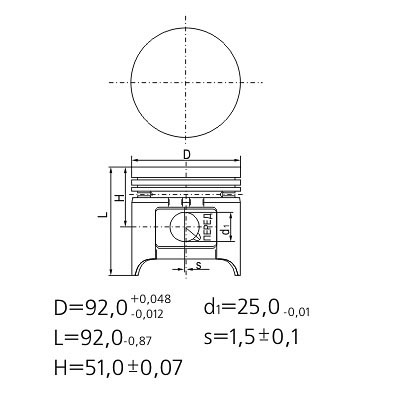
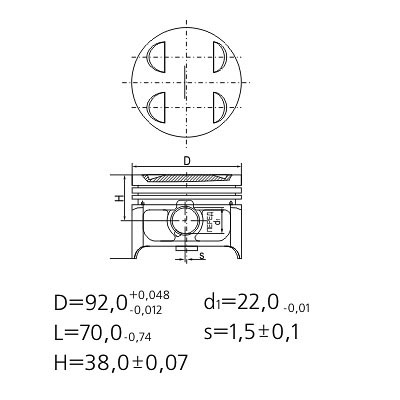
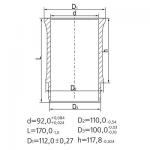
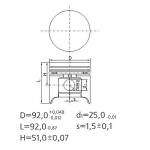
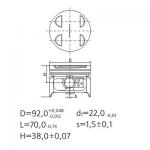
Начну сам По гильзам Более сложно собирать форсированный двигатель с гильзами и поршнями диаметром 92 мм. Для этого нужно иметь полный комплект (желательно сверх него иметь еще 2 гильзы в запасе) гильзы цилиндров от двигателей М-21, ГАЗ-53 (или ГАЗ-24). У этих гильз в отличие от гильз стандартного двигателя М-412 имеется вставка из специального жаропрочного чугуна, запрессованная в верхнюю часть гильзы в 50 мм от торца для повышения износостойкости и долговечности. Чтобы установить такую гильзу в уже расточенный блок цилиндров М-412, се необходимо подрезать по размеру. Однако в гильзе остается часть жаропрочной вставки на глубине 16 мм. Вот это и создает определенные трудности. Дело в том, что при обрезке гильзы на токарном станке обрезным резцом в связи с разной твердостью основного материала гильзы и жаропрочной вставки, даже при самой малой подаче резца оставшаяся часть вставки слегка приподнимается, и на гильзе из-за этого образуются уступы очень малых размеров. Сначала мы на них не обращали внимания. Но после обкатки обнаруживались сколы по торцу верхнего компрессионного кольца (нижнее компрессионное и маслосъемное кольца не доходят до уступа). Нельзя было и обрезать гильзу с торца на все 34 мм, так как при зажатии гильзы в патрон токарного станка происходила ее деформация. Приемлемой оказалась следующая технология. Обрезным резцом гильза подрезалась на глубину основного материала, примерно на 4 мм с запасом по высоте в 1-2 мм. Затем ножовкой вручную производилась окончательная обрезка. Точный размер по высоте доводился на станке торцевым резцом с самой малой подачей. После обработки место стыка вставки с гильзой на зеркале цилиндра не должно ощущаться на ощупь мякотью пальца. Обрезанные по высоте гильзы еще не готовы для установки в блок цилиндров, так как они мешают друг другу верхним и нижним наружными утолщениями. Обработать эти утолщения до необходимых размеров можно напильником, очень осторожно зажав гильзу в тиски. Обработанные лыски должны быть одинаковы на верхнем и нижнем утолщениях. На гильзах первого и четвертого цилиндров - по лыске с одной стороны, на втором и третьем - с двух сторон. Теперь гильзы можно примерить в блоке цилиндров и проверить их правильную обработку. Гильзы не должны касаться друг друга во избежание взаимных деформаций при нагреве (зазор 1-2 мм), а разница по высоте верхних торцов соседних гильз не должна превышать 0, 03-0, 04 мм. Если гильзы правильно становятся в блок, их надо сразу пометить по номерам цилиндров, не забыв на гильзах второго и третьего цилиндров пометить, где передняя часть. Для прокладки под гильзы лучше всего использовать новые прокладки от двигателей ГАЗ-24: остается только ножницами срезать сегменты по размеру. Если готовых прокладок нет, их можно вырезать из ленты холоднокатаной меди толщиной 0, 4 мм. В крайнем случае можно использовать наборы более тонких прокладок. но не более двух штук на каждый цилиндр. На изготовленных самостоятельно прокладках обязательно нужно снять заусенцы. После приготовления прокладок наступает время генеральной подгонки гильз в блок цилиндров. Гильзы с прокладками устанавливаются в блок в соответствии с нанесенными метками и зажимаются головкой блока (без прокладки головки блока) на все гайки средним усилием, чтобы не деформировать головку блока. Через 20-30 мин головка блока снимается и проверяется величина выступания гильз над его верхней плоскостью. Она должна быть 0, 08-0, 12 мм для всех гильз, а высота каждой гильзы над блоком цилиндров должна быть одинакова по всему диаметру гильзы, чтобы исключить перекос гильзы и соблюсти их соосность. При окончательной сборке двигателя для надежной герметизации системы охлаждения прокладки гильз цилиндров смазываются бакелитовым лаком или грунтом под синтетическую краску. Смазывать обычной нитрокраской не рекомендуется, так как она до окончательной затяжки головки блока успевает высохнуть. В этом случае нитрокраска принесет больше вреда, чем пользы. Какие фото лишние? Чертеж базовой гильзы газовской гильзы По блоку и головке Для установки гильз под поршни диаметром 92 мм следует расточить блок цилиндров по двум размерам на каждый цилиндр. Размеры расточки: под посадочное место гильзы 100+0, 035 мм, под водяную рубашку 115+0, 4 мм (рис. 15). Операцию можно выполнить на расточном станке, имеющемся на каждом авторемонтном предприятии. Межцентровое расстояние у блока М-412 составляет 104 мм. Для доведения степени сжатия двигателя с проточенными поршнями до 9, 5-10 приходится фрезеровать блок цилиндров по верхней плоскости на 1 мм (в сборе с передней крышкой). На 1 мм следует укоротить и гильзы цилиндров, проторцевав верхнюю кромку в токарном станке. Кроме того, на 1, 8-2, 0 мм фрезеруется плоскость разъема головки блока цилиндров. При такой компоновке двигателя не должна произойти "встреча" поршня и всасывающего клапана, так как между ними остается зазор 0, 8-1 мм в момент подхода поршня к ВМТ в конце такта выхлопа. Однако для гарантии в связи с неизбежным "зависанием" клапанов на предельно высоких оборотах необходимо в днище поршня сделать выборку глубиной 1-1, 5 мм
-
ну ты отчибучил.. сочуствую.
-
Вернемся в тему. 18 страниц текста, некоторых постов не хватает, картинки не открываются. Предлагаю сделать статью в "Как это делается", где было бы конкретно расписано как сделать движок 1.9 на волгопоршневой на примере позднего блока с змз поршнями, с чертежами гильзы и списком необходимых или рекомендованных доработок. Конкретно: - что делать с поршнями, и какими- 402, 406, размеры - обваривание и пиление головки - да, нет? размеры - расточка блока, размеры. - расточка гильзы - чертеж, размеры - верхняя головка шатуна - точить/нет, размеры - прокладки, система охлаждения, радиаторы и т.д - рекомендации, где купить, и тд. Кто возьмется сделать тему или соберет инфу в кучу?
-
поздравляю!!!!!
-
продолжай, интересно
-
так что решил с блоком?
-

Установка подрулевых переключателей 2106 на москвич
Kondit відповів у тему користувача GreenMile в Як це робиться
по сути он одинаковый с шестерочным, раз это трехрычажка -
маркировку газ находил даже на деталях 2140
-
язык оригинала-сохранен
-
установка моноинжектора от опель астра на москвич
Kondit відповів у тему користувача scoryc в Як це робиться
у руслана1, он разбирает опеля в умани -
пестец!!! как ? как он мог вернуться???? переименовуй в walking dead
-
давняя история, но до сих пор прет История про собачку Клёпу. У миши есть маша, а у маши есть Клёпа (Клиапатра я огорчен)… Клёпа эта такая сабака вроди, сабака из пароды знаете таких сука жалких карманных невнятнастей - маленькая-маленькая, пучиглазая и нервная как фсе маленькие. Бегает этот дрищ па квартире ф трясках и сударагах каких-та, вечна мёрзнет и ссыцца. Я нах атказываюсь верить што это убожество хто-то там вывел спецыально, скарее фсиво клёпины даистарические предки, настаящие я огорчен бальшые валасатые сабаки с зубами, па неясным науке причинам нет-нет да и паёбывали каких-нить даистарических хамякоф там или прочих грызуноф… — паэтому па внешниму виду этот малинький задрот с гордым именем клиапатра напаминает чота среднее между крысой и сука смиртельно бальной крысой. Хуйво знает была ли ана такойже нервной до знакомцтва с мишей, но то што после этаво беспизды знакававо сабытия ейо жызнь радикально изменилась - это факт. Такое часто бывает што малинькие сабачки ссуцца а инагда и сруцца ат избытка чуфстф. Если дапустим их сильна нахлабучивает какая-нить радасть ани начинают сударажна так сакращацца пытаясь найти выход сваиму суканах щастью, вижжат, крутяцца, а патом вдрук замирают, глазища ёпт па пятаку и патекло я огорчен… - раньше клёпа любила жызнь и ссалась исключительна ат палажытельных имоцый типа там хазяйка пришла - хуяк, лужа; или там канфетку дали - хуяк, фтарая.., ну и ф таком духе. Но с паявлением в ейо жызни миши фсё стало намного я огорчен мрачней. Теперь ана ссыцца я огорчен и срёцца ещо и от страха, т.е. ат аднаво мишынава вида, запаха или звука там… (- помню мы ф телик мёртвые фтыкали и миха пукнул пендос неажыданно, я чесна гря сам чуть ни абасрался с перипугу - чё пра сабачку-то гаварить… её сташнило па-моему, ну или чота ф таком духе). Карочи клёпины страхи перед мишей имеют давние причины. Их знакомство начиналось ниибаца плачевно. Када миша тока падкатывал к сваей бабе шары и нихуя пака к ней не переехал, он вёл сибя прилично как уебан - чистил там ей картошку, в магазин бегал, видро мусорное вынасил и прочее. А у жадной и вечно галодной клёпы была сука галимая привычка тырить ништяки из мусарнава ведра и патом точить их где-нить я огорчен пад диваном (это беспизды хомячьи гены) - пака ведро стоит в каридоре ана такая хуяк нырнёт в ниво так тихо, пароецца, абассыцца ат радасти и съёбывает незаметно. Миша пра эту мазу хуй знал, ну и я огорчен адин раз съебацца из видра клёпа просто не успела нихуя и её вылазка акончилась страшным палётом по мусоропроводу с васьмова ытажа в говносборник к ейо патенцыальным крысячьим роцтвенникам. Мне думаецца што у такой маленькай сабачки нервы и так не ф пизду, а тут ищо эти я огорчен прыжки затяжные сука… её искали искали, патом думали што убежала, патом думали што украли (каму ана нахуй нужна…) - кароче горе ф семье, а патом миша идя с утра на работу услышал падазрительна знакомый лай навзрыд. Вопщим када сабаку вытащили ана выглядела ищо хуёвей чем ей паложено быть, имела частичную патерю ариентации и сафсем перестала гафкать, зато, как грит миша, ништякоф памойных абъелась гнида на фсю жызнь фпирёд. Буквальна чериз пару нидель посли этава сабытия мы с мишей, с нашими бапцами и клёпой савершыли загарадную паездку - типа пиво, речка, бадминтон…Ну и када мы синие начали играть в этот ибаный бамминтон миша решил загладить сваю вину перид жывотным и типа развести бедную хиврю на паиграть. Нада атметить што клёпа к этому маменту палажыла глаз на перьевой валанчик и чота от нево паходу хатела - миша эту тему прасёк, паставил карочи валан этот на землю и такой с улыпкой добрава гестапофца начал каманды раздавать типа “клёпа фас, клёпа анфас…” Клёпа на это я огорчен сомнительное игрище ясен хуй не велась паскоку фсё исчо баялась падхадить к мише ближе чем сука на пять метров и падала в обморок при виде мусорных вёдер. Миша пафтыкал на это дело минут пять, ну и патом са славами типа “да пашла ты ф пизду” решыл мне паказать как правильно паднимать валан с земли адним ударом и замахнулся ракеткой ниибаца. В этот ключивой мамент хитрая и жадная клёпа паходу решыла валанчик фсё-таки спиздить пака миша типа не видит и заранее абассафшысь, ебанутая сабака кинулась к этому я огорчен абъекту… а веть бегает падла быстро, хуй уследишь, раз-раз и уже валанчик в зубах держыт… а миша-то замах уже взял беккер ебаный и тармазнуцца хуй успел…- карочи чериз сикунду клёпа палучила нехуёвый такой хук в еблище ракеткой и ф кампании с валанчиком на скорости близкой к световой улетела ф пизду, т.е. в близлежащие кусты. У мишы эта ракетка в двух местах пагнулась нахуй. Он када через пару минут саабразил чё сделал, быстренько такой орудие убийства бросил как рибёнок каку и давай на сваю машу жалобным взглядом смареть - а у той истесна ат увиденнаво истерики и прочее… Чюдесным образом клёпа была абнаружена. Вид она имела прямо скажем неважный - от перегрузок и переминьжовки у неё паходу случился коллапс нервных систем к ебеням…, сабака сократилась до размероф сука валниставо папугайчика, а зенки наабарот - стали с еёйную галавёшку каждая и обе сука косили в разные стораны. На этат рас патеря ариентации аказалась полной - жывотное перестало аткликацца на сопцтвенное имя и ещо пару нидель передвигалось па меснасти непанятными диаганальными рисунками. Валанчик хстати так и не нашли, миша миня уверял што клёпа ево праглатила палюбому.
-
все на марях - работа-командировках-дачах
-
закрываем тему
-
предлагаю все перенести на афгусд!
-
завелся и поехал?
-
Прям как надпись в туалете:" ничего хорошего из тебя не выйдет"
-
купи смывку для краски - дело быстрей пойдет или пескоструйка тебе в помощь, спроси у строителей
-
Атешный вроде норм ходит, у дядьки уже 2,5 лет
-
с днюхой!!!
-
офф : Ливси, привет! где пропадаеш, давно не видел-не слышал
-
вот гнидозавр старый
-
так ты же надавливал на гашетку, а не как пенсия ездил! во тебе и расход