
Shushik
-
Публікації
226 -
Зареєстрований
-
Відвідування
-
Days Won
20
Тип публікації
Профілі
Форум
Календар
Повідомлення, опубліковані користувачем Shushik
-
-
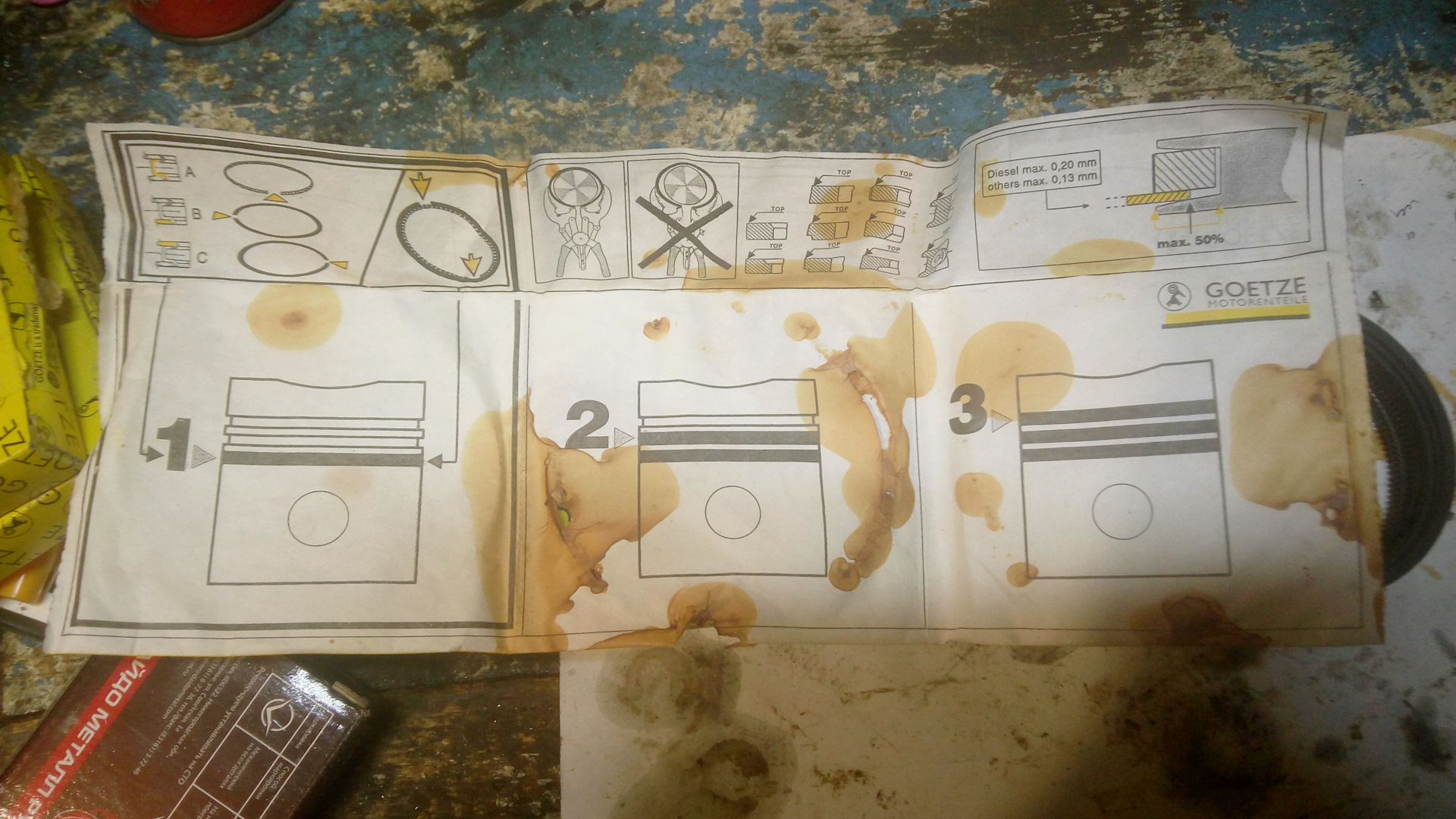
Ранее купленные новодельные кольца под гильзу оказались всё таки тонкими. Металл 0,25, а высота выштамповки 0,9, но она может ужаться до толщины металла.
www.drive2.ru/l/523471989499760300/По этому использовал старые плоские толщиной 0,5мм.
ОтжегПосле отжига медь стала как пластилин.
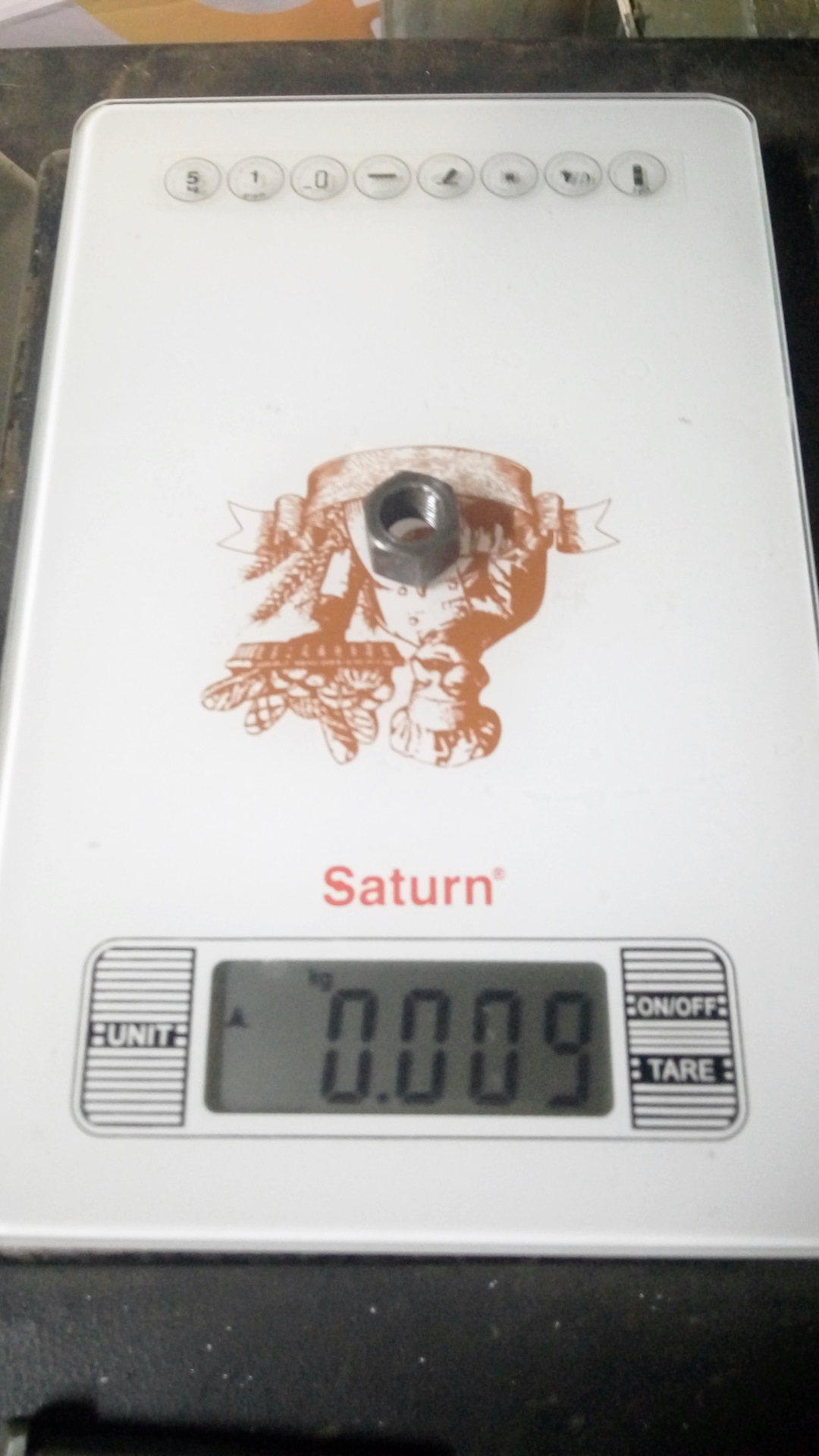
Затем вставил гильзу с кольцом и замерил выступание гильзы
Гильза выступает на 0.09Решил всё таки гильзы садить на герметик. Для удобства пользования герметик перекачал в шприц.
Так как я не хочу что бы гермет принимал участие в высоте гильзы нанёс его по самому краю буртика.
И нанёс гермет в гнёзда под гильзы
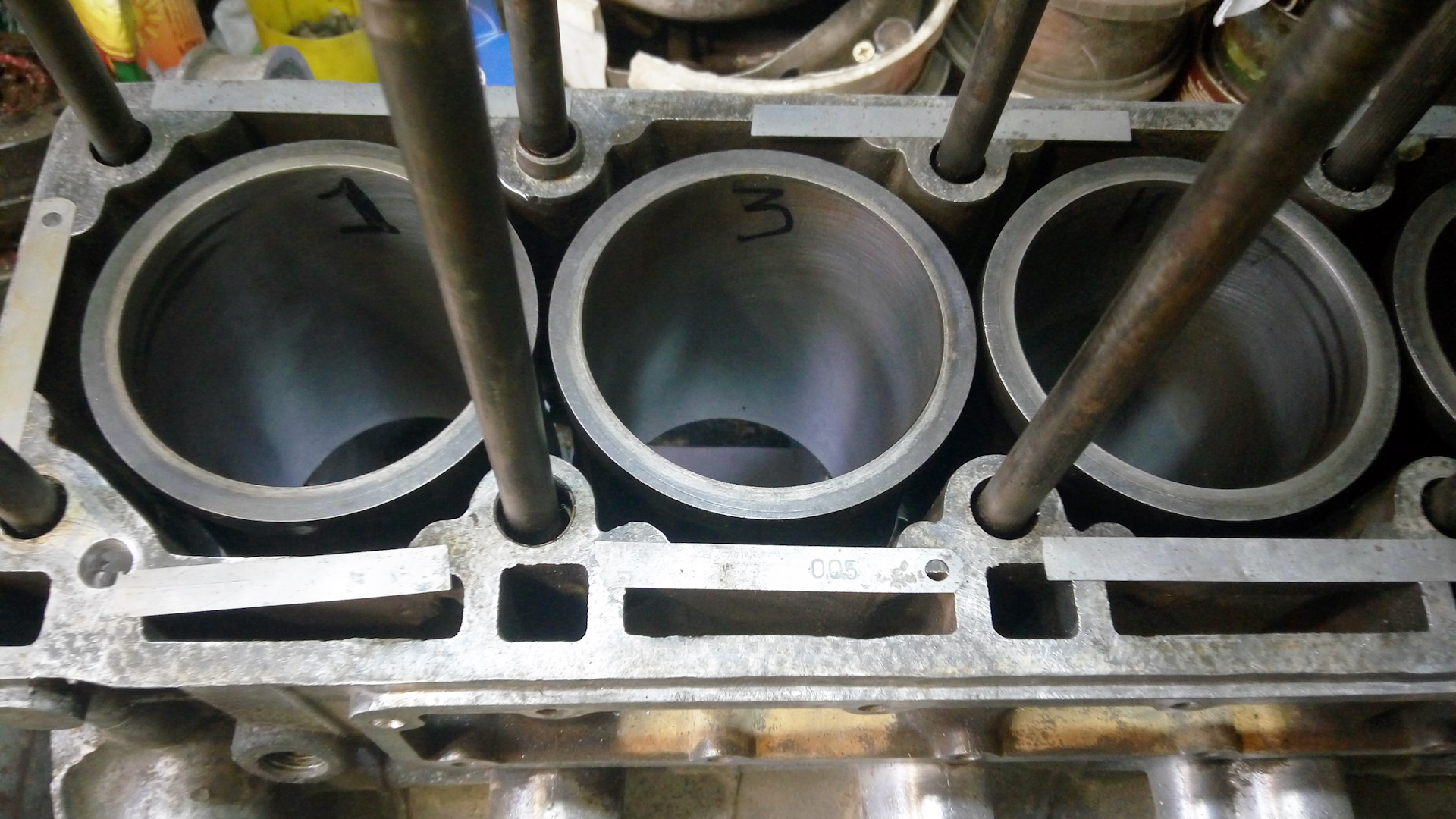
Установил гильзы
Т.к. я стремился к высоте выступания 0,05, то разложил по периметру блока щупы 0,05Накрыл фрезерованной ГБЦ и затянул моментом в 2кгс/м
гермет со стороны картера практически не вышел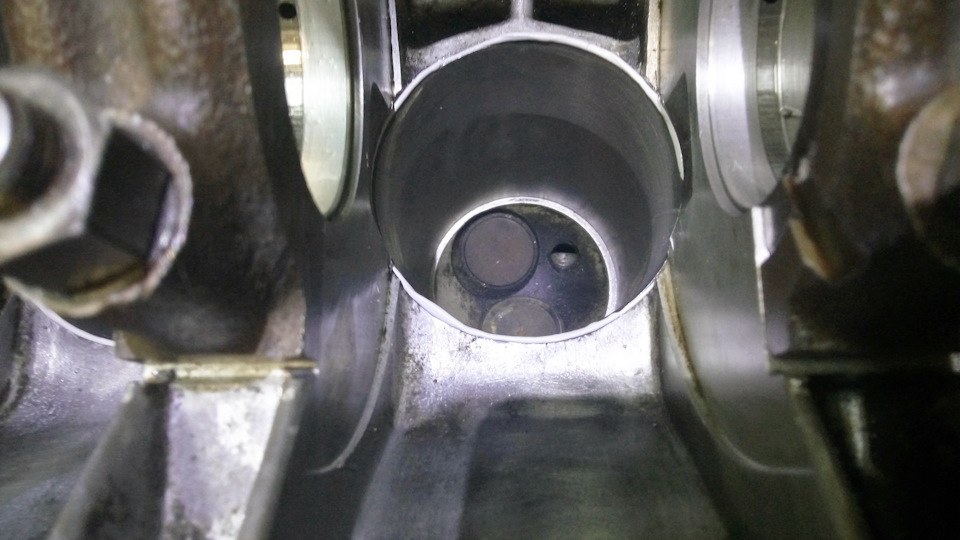
Вытер излишки.Пока гермет сох занялся установкой КВ www.drive2.ru/l/540455595858198657/
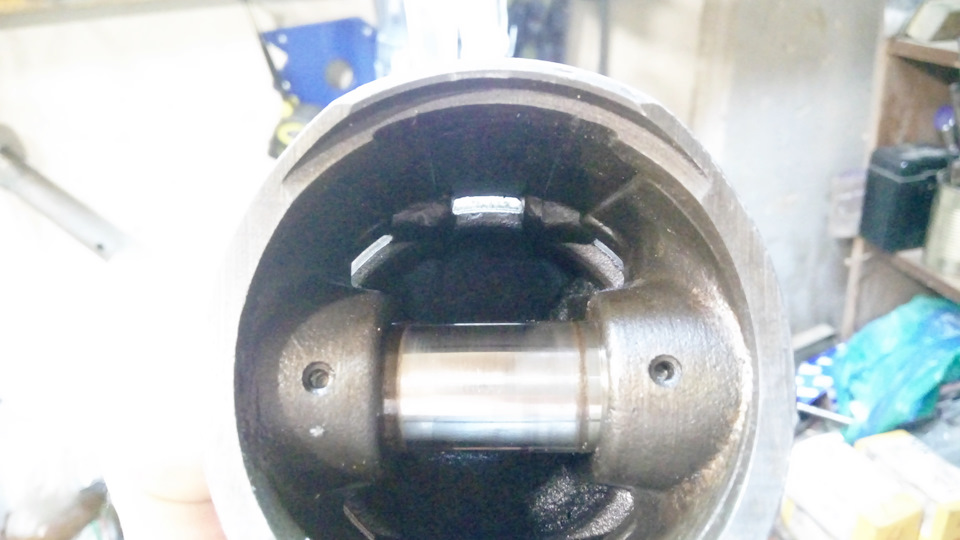
После КВ начал сборку поршневой.
Поршень грел не кипятке, а с помощью бензина "Калоша"
Наливал примерно 2 кубика и жег примерно 30 сек. "Калоша" не коптит.
И тут я наткнулся, палец проходя через бобышку нагрелся->расширился->и заклинил в шатуне (зазор палец-шатун 0,01)
Разобрал это дело, дал остыть и заново нагрел уже вместе с шатуном
Палец смазанный маслом вошёл как раскалённый нож в масло, т.е. вообще без усилия.
"Стояк" новой поршневойВот так стало стопорное кольцо 406го двигателя в наши поршня
Но ставятся они гораздо туже.Колечки, давно достал
Но из-за некачественного хранения я их почти ухлопал
Часа четыре я их вымачивал в 9% столовом уксусе, пока не прекратилась реакция, после достал протёр тряпкой и ещё на час отправил в тот же уксус. После этого ещё раз протёр тряпкой и окончательно удалил следы коррозии.
У первого и масло-съемного кольца рабочие части хромированные и они не пострадали. У второго ржавчина застряла в зубе, из-за этого отмачивал ещё час.
Общий вид колец после чистки
Осадок в уксусе
Кольца устанавливал руками, без приспособлений
Общий вес поршневой Поршень+палец+стопорные кольца+кольца поршневые+шатун с болтами+вкладыши = 1482 гр.
Устанавливал поршни с помощью обжимки
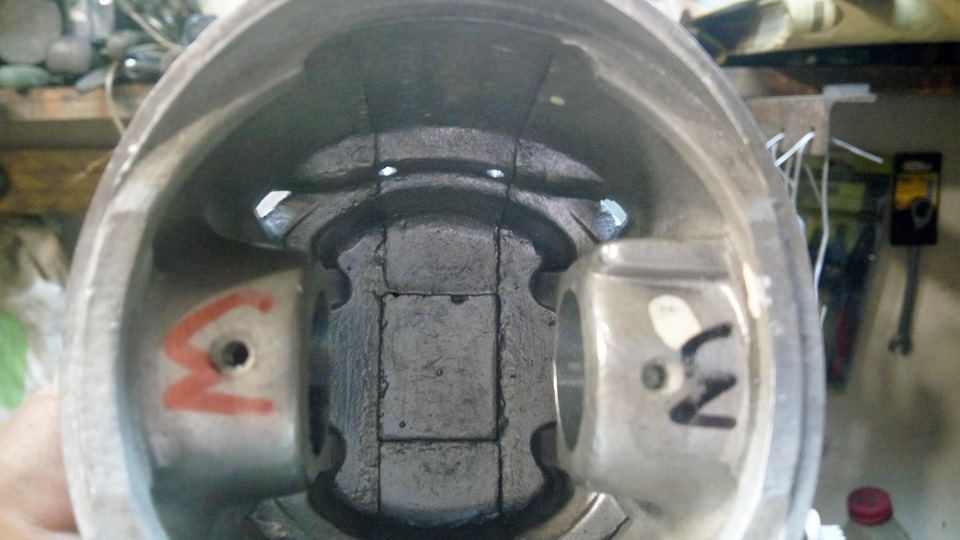
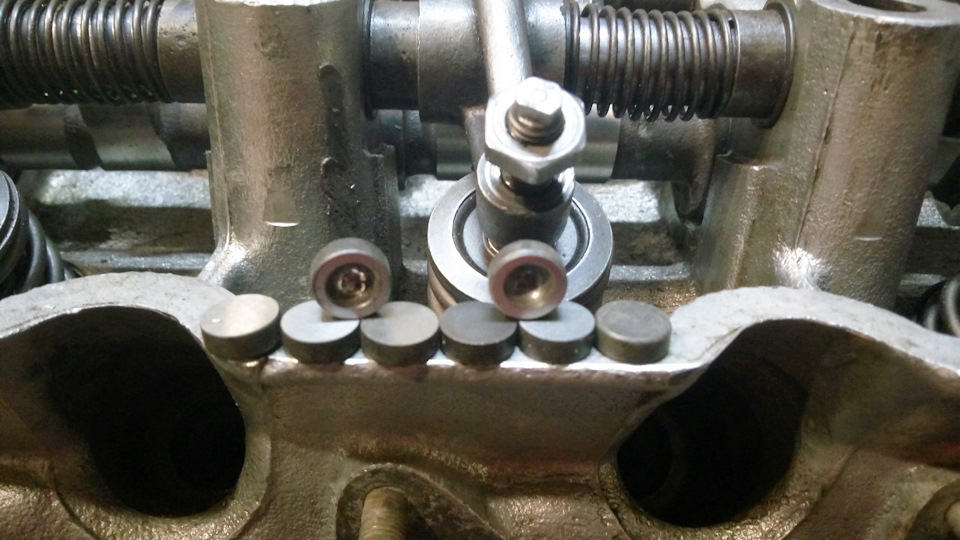
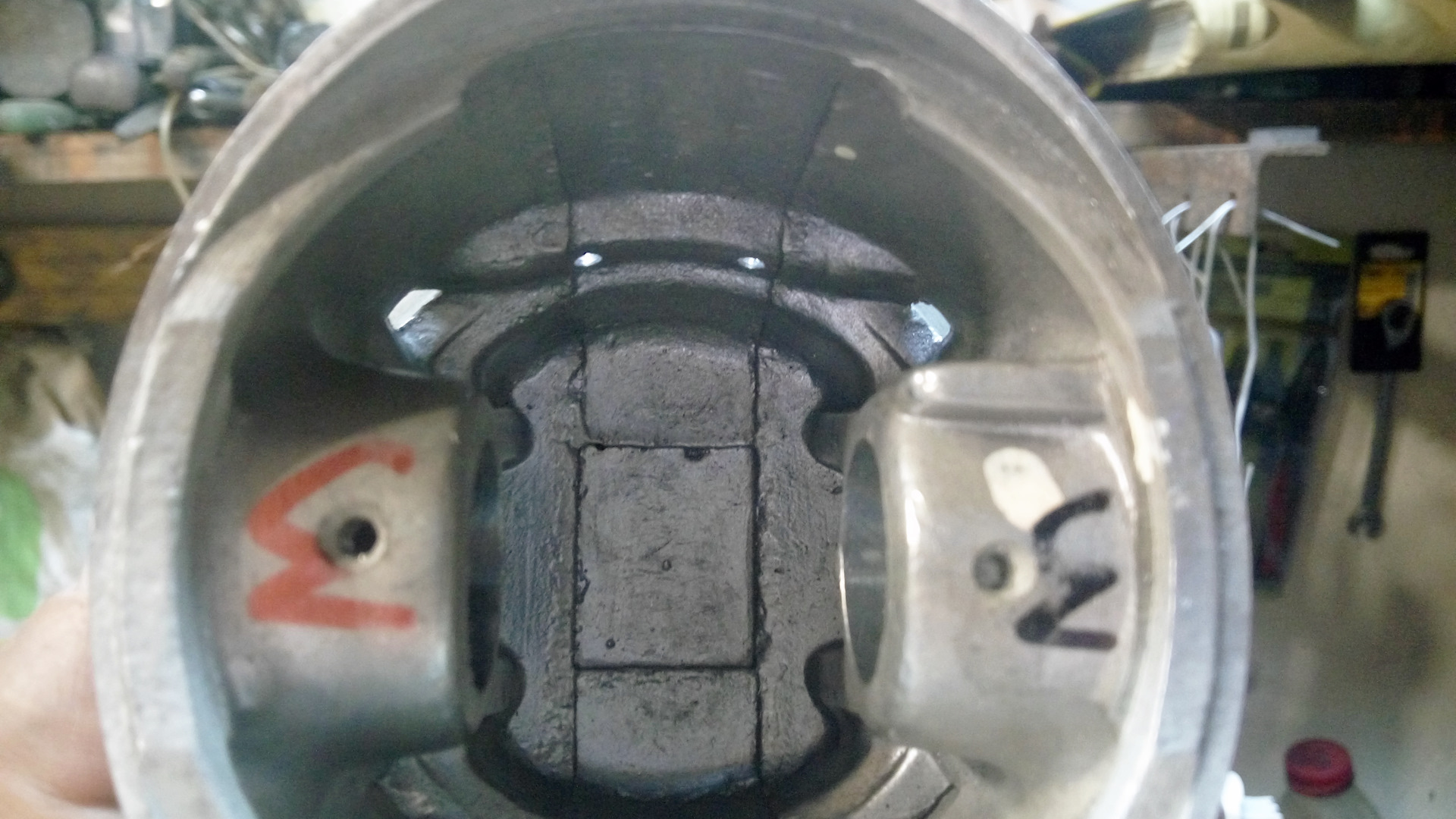
Вид вытеснителя
Плоская часть стала заподлицо с гильзой на всех четырёх поршнях-
 2
2
-
-
4 часа назад, NEPTUN сказал:
Я всегда после ремонта с линзой просматриваю поверхности КВ, и вкладыши на предмет зазубрин, нафилёк имею алмазый полукруглый и устраняю эти косяки.С КВ после ремонтов только один раз нашел зазубрины вокруг отверстия подачи масла,а с вкладышами регулярно такие косяки исправлял.Кстати так же внимательно смотри на боковые поверхности КВ,там тоже зазубрин хватает
Я добился того, что при полной затяжке бугелей и без шатунов КВ проворачивался за носок.
-
1
-
-
Всем привет.
Внезапно и неожиданно подкрался запланированный отпуск и поездка на море.
Но что-то сделал до поездки, а что-то уже после. В отпуске некогда отчёты писать.
И так вкладыши коленвала.
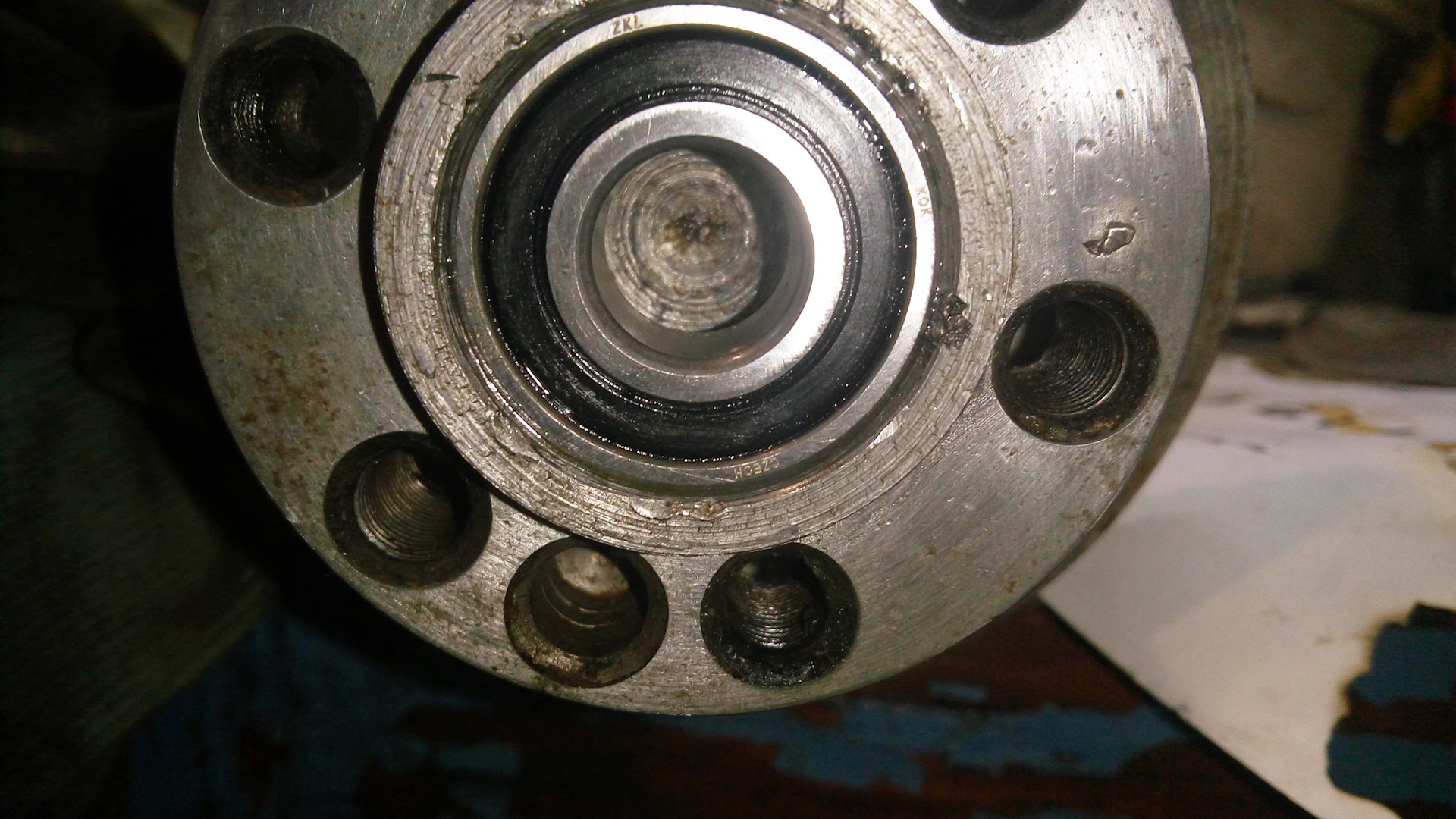
Для начала подшипник первичного вала КПП.
Вкладыши на своих местах

Продольный ход коленвала составил 0.2мм. Не идеальный вариант, но если поставить хотя бы одно ремонтное полукольцо, то бугель уже не становиться.
После установки и затяжки с моментом вращал коленвал минут 10. после разобрал.
Масло почернелоа на вкладышах появились следы притирки
Вычистил, протёр, смазал новым маслом и снова собрал, после ещё мин. 10 вращал.
А точнее, после сборки первые обороты были туговаты, но после нескольких оборотов становилось легче.
И ещё раз разобрал, следы притирки стали сильнееобщий план
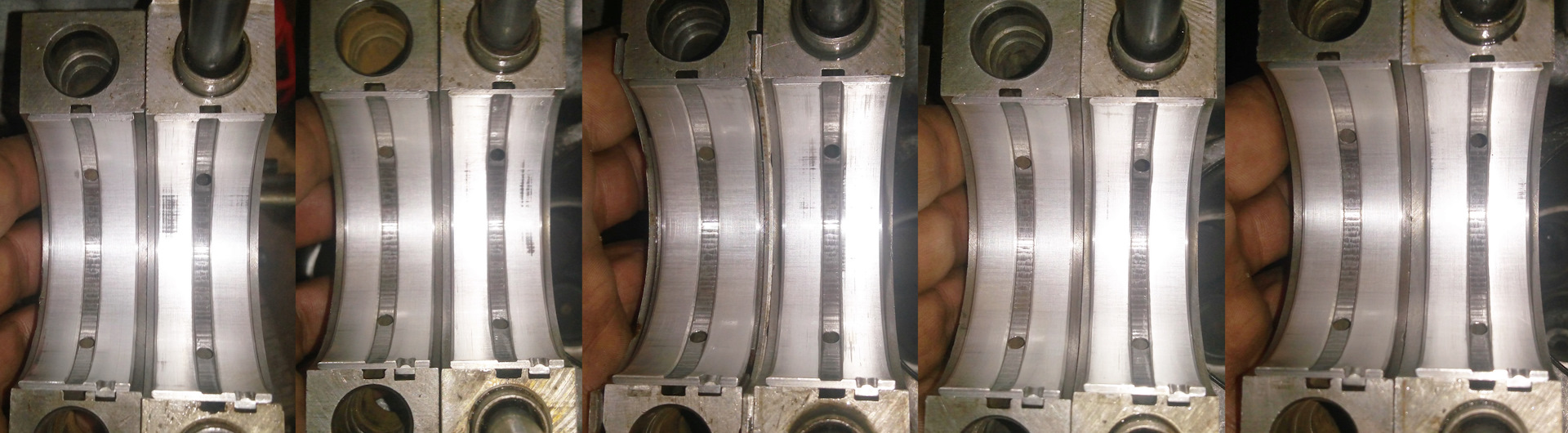
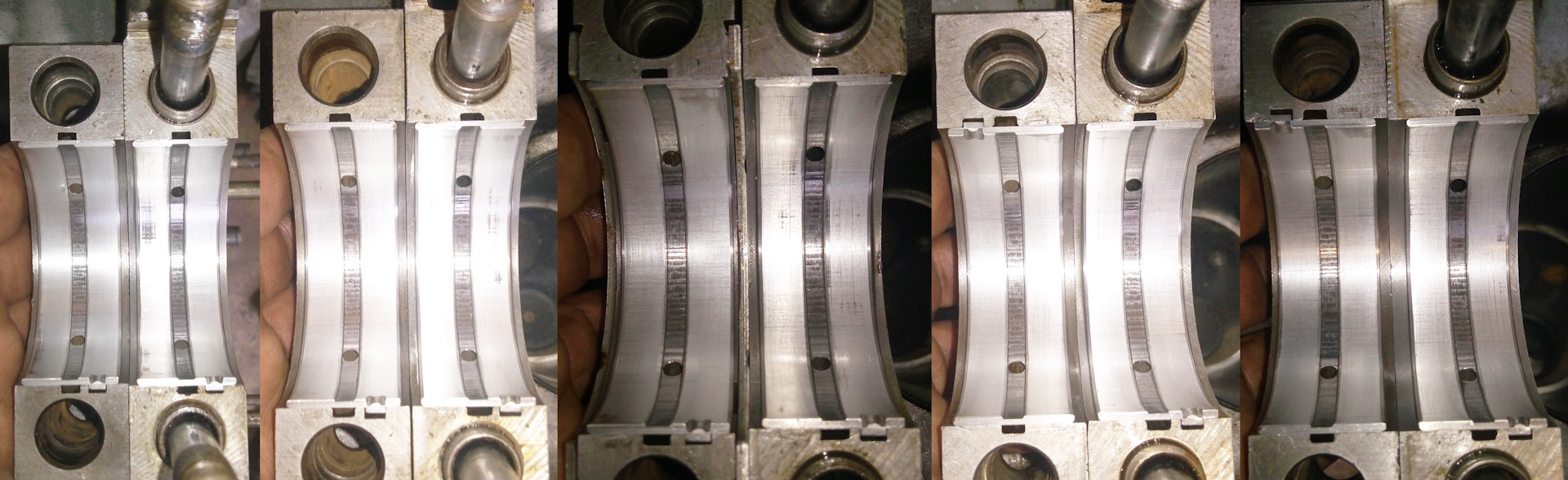
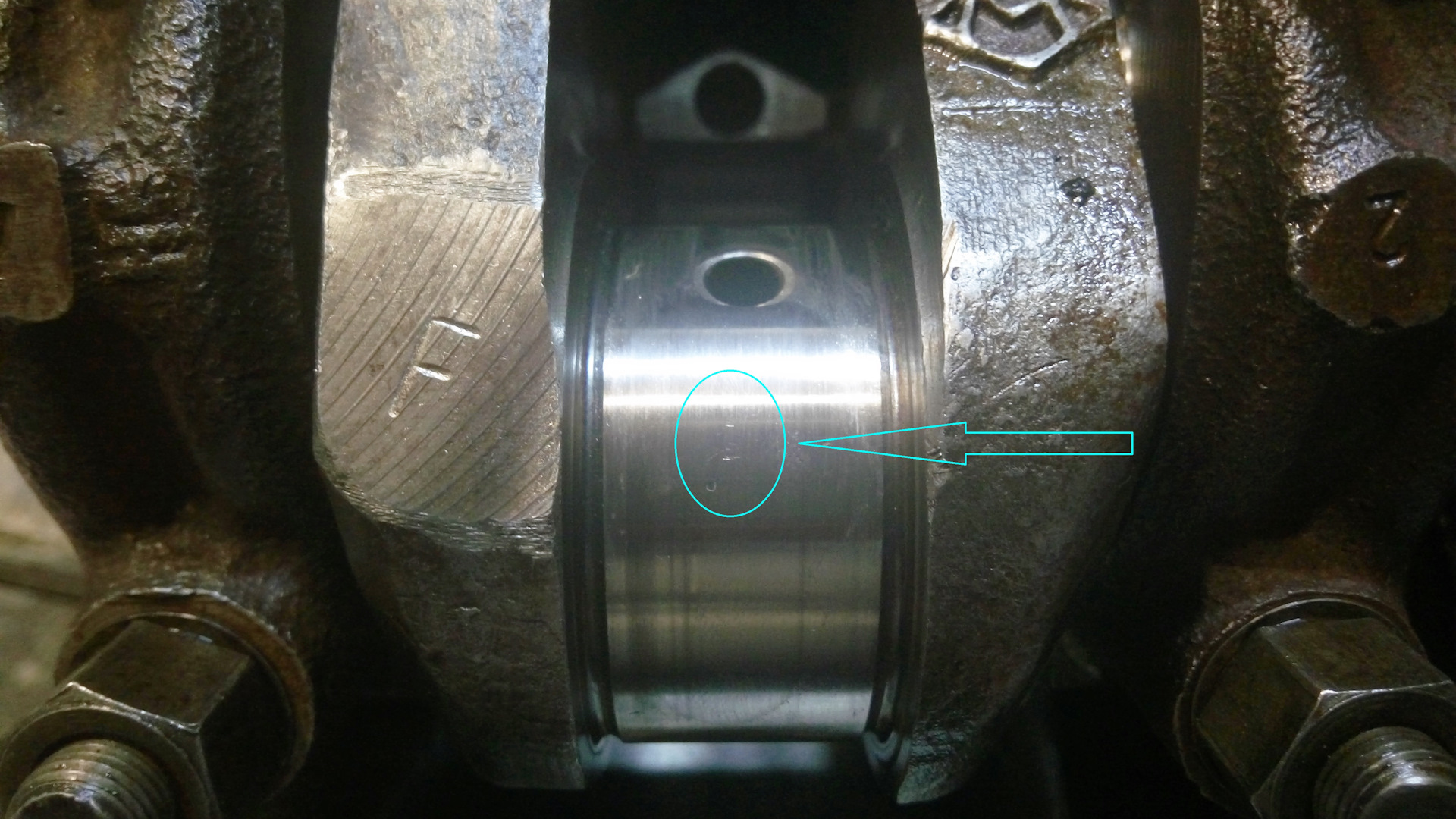
А вот с шатунными начались проблемы
При затягивании до 2кгс/м колено вклинело, но всё же приложив усилие провернул колено. Снял вкладыши и …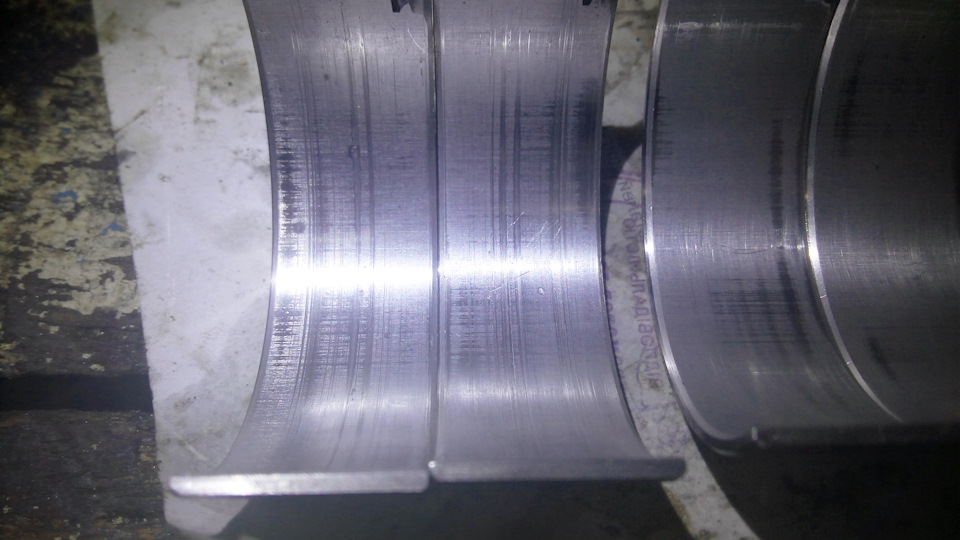
Так-как колено б/у и без шлифовки, вкладыши я брал 0,05. Коренные подошли, а вот шатунные.
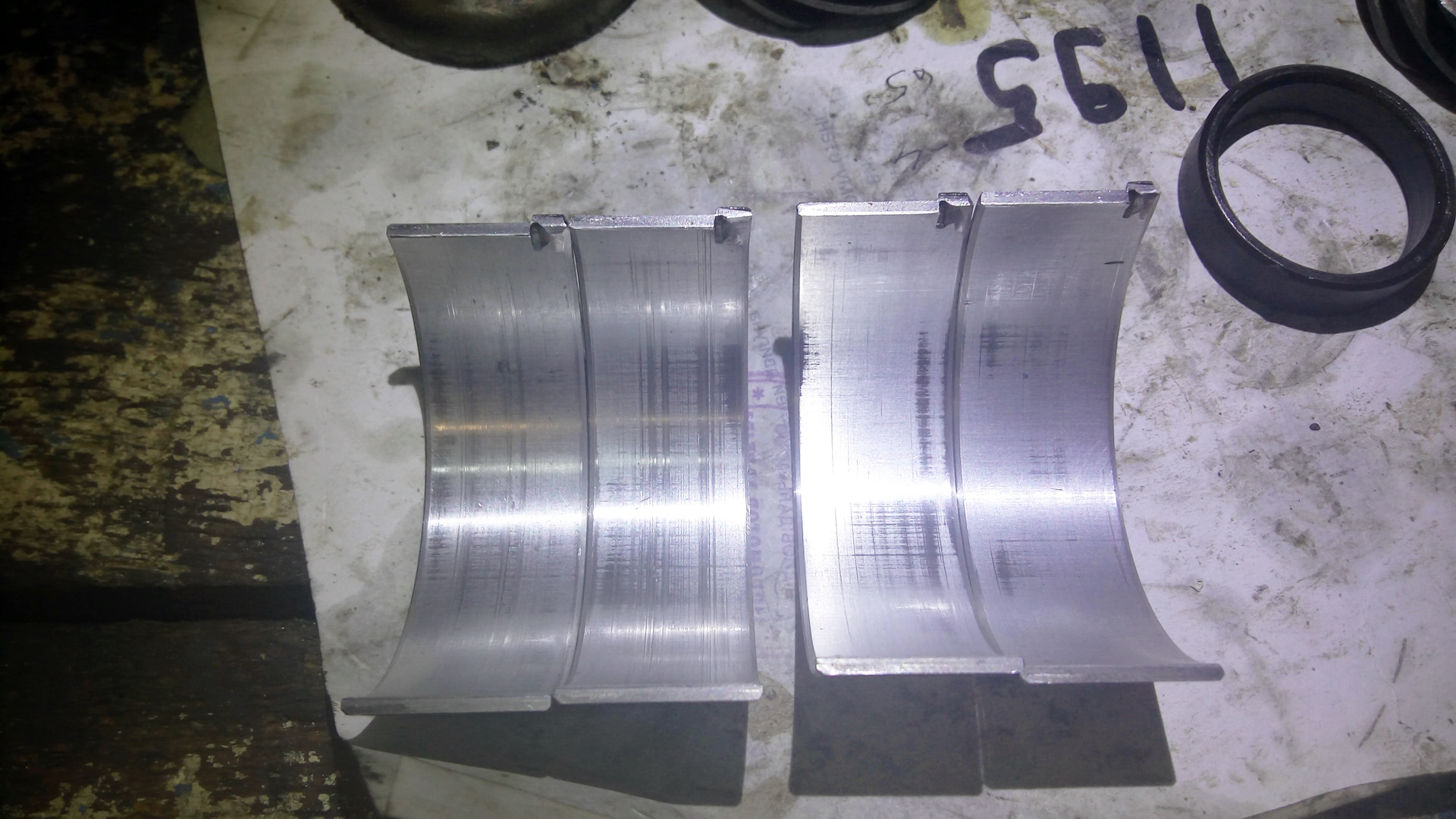
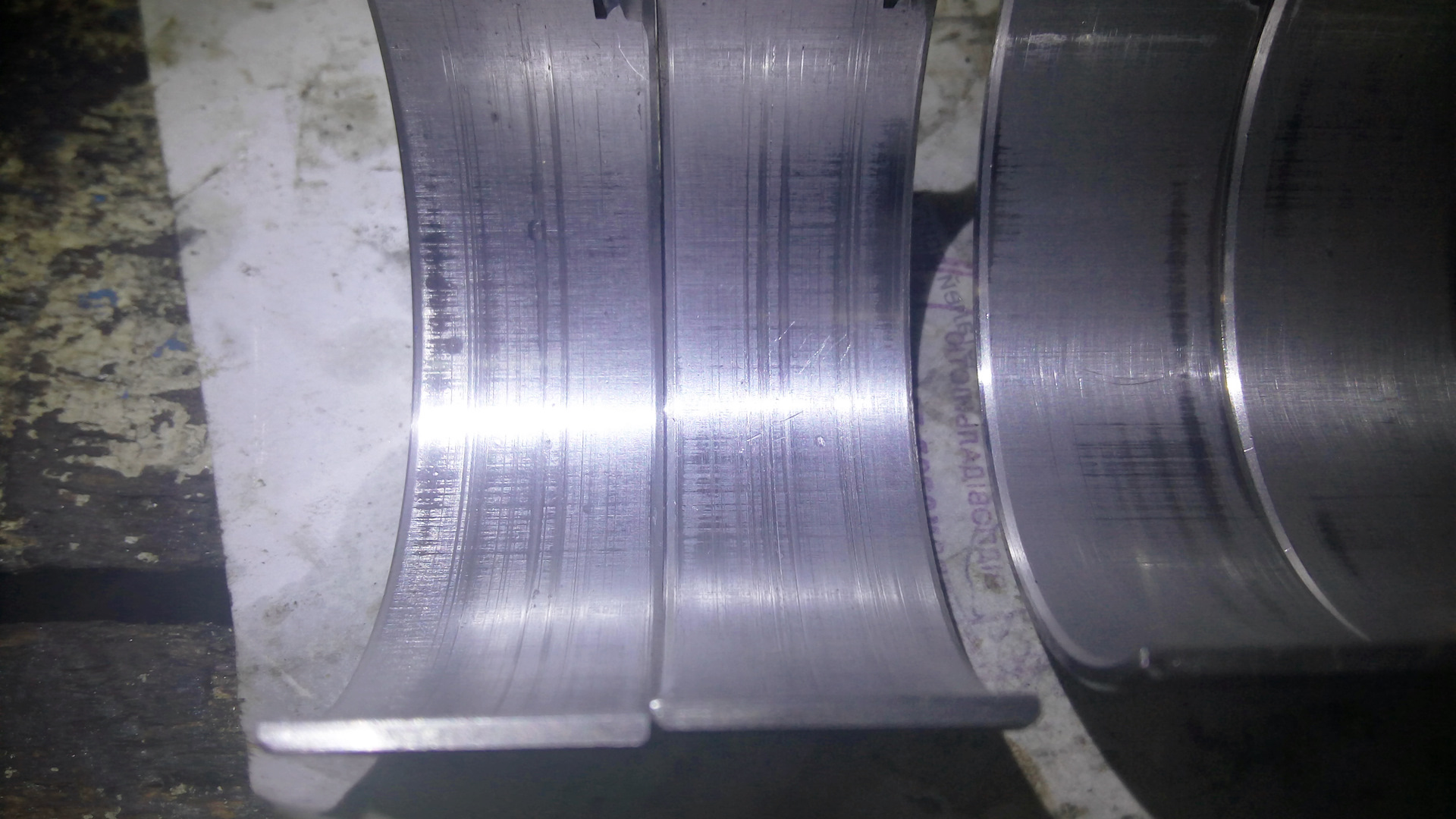
Дальше я взял новый вкладыш приложил к шейке и провернул, на вкладыше появились риски
А ведь я отдавал КВ на полировку. Но из-за долгого не качественно хранения КВ на шейках появились очаги коррозии, на столько мелкие что я протёр их тряпкой и их не стало. Но всё же
В поисках зазубрин нашел ещё источники на и на коренных

Протёр шейки 2000ой шкуркой. Заклинивание прекратилось. Начал затягивать шатуны и при усилии в 6кгс/м снова клин. У меня была пара новых номинальных вкладышей, поставил их, затянул с моментом в 6кгс/м. Кв вращается без плавно, без заеданий.
Поехал на базар взял номинал, собрал всё. КВ вращается без закусывания и заеданий. С облегчением проворота в ВМТ и НМТ.
Кстати, вкладыши произведены 16 июля 2019г. т.е. им меньше 2 месяцев.
-
2
-
-
-
-
-
Пересмотрев все поршни которые у меня есть, решил добавить отверстий в своих поршнях.
И я не про дырку в юбке как советует "дядя Серёжа", а про отверстия в масло сливной канавке.
412й под 92й и 80й имеют три больших окна на каждую сторону

У нас на форуме нашел такие поршни
2105 тоже 3 окна на каждую сторону

Волговские поршня
ЗМЗ
Прорезь и три отверстия 2мм в фаске на каждую сторонуНоводельный производство "Автромат" имеет 5 отверстий диаметром 4мм., два из которых заходят на фаску на каждой стороне

А вот новодельные 3317 и 3318 имееют узкое кольцо 3мм и два небольших окошка на каждой стороне.


Начитавшись и насмотревшись статей в интернете реши сделать по два отверстия диаметром 3мм. на каждую сторону
Отверстия призваны улучшить проток масла в кольце с целью снижения закоксовывания. И то что двух маленьких окон будет хватать для полного отвода масла из кольца вызывает большое сомнение.
Относительно прочности и теплоёмкости тут я ни чего не нарушил и ни чего не уменьшил.
Если пользы может и не быть, то вреда точно не будет.-
1
-
-
После привязки поршня к шатуну вес нижней головки нужно подгонять в сборе.
Первое взвешивание показало разницу между лёгким и тяжелым 4г.После подгонки вес составил 1191г. поршень+шатун без болтов
 Полный размер
Полный размер
Сделал контрольное взвешивание всего комплекта.
Получилось 4765г. делим на 4 и получается 1191.25г.-
1
-
-
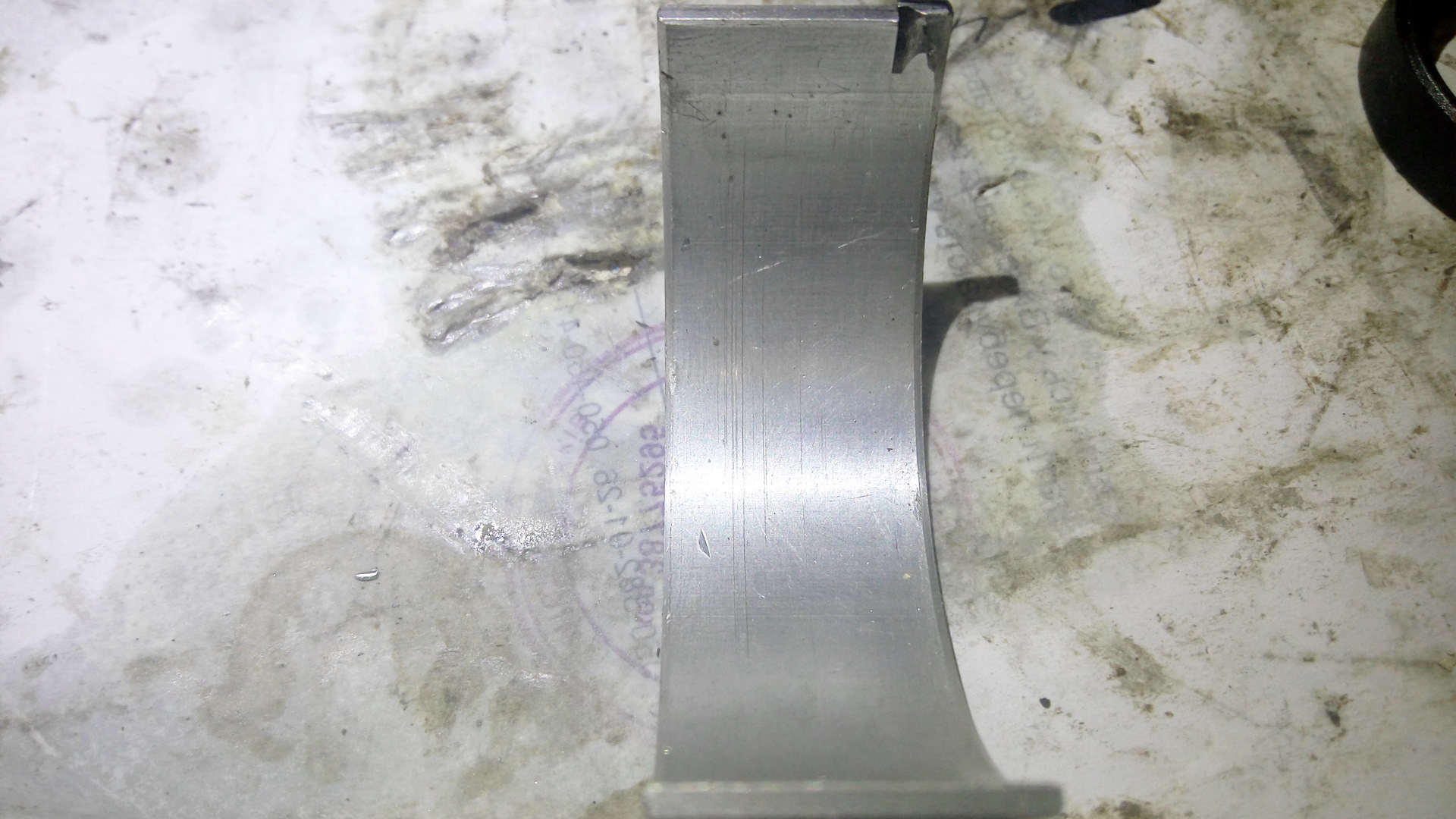
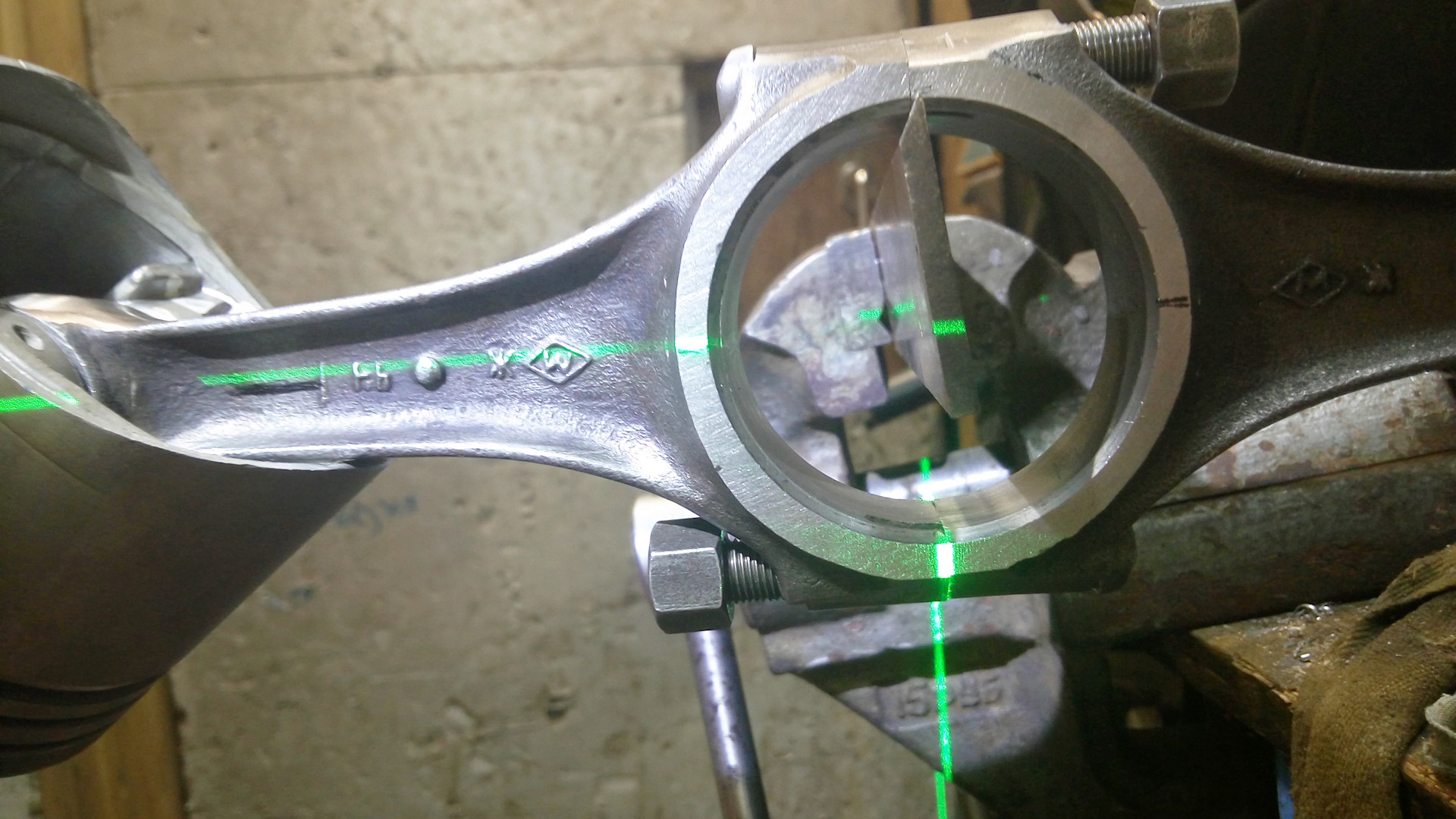
И так. После балансировки шатунов на одну пару накинул два одинаковых поршня по 450г. и шатуны выравнялись в горизонте.
После этого решил переразметить метки на шатунах.
Для начала решил выяснить на сколько отличается расстояние от центра верхней головки до плоскости разъёма нижней головки.
Для этого я вставил палец в три шатуна. Третий шатун палец перекрыл на половину, во вторую половину вставил второй палец и надел четвёртый шатун.
Затем эту конструкцию поставил на зеркало и выравнял плоскости разъёма нижней головки, что бы они прилегали к зеркалу.
Затем взял самый мелкий щуп который у меня был 0,04 и попытался его просунуть между шатуном и зеркалом.
Щуп не зашел ни под один шатун, вставлял под каждую "ногу" снаружи и изнутри. Основываясь на этом можно предположить что все центра находятся на одинаковом расстоянии от плоскости разъёма нижней головки.Далее нужно было поставить метки на шатуне так, что бы линия проложенная через них так же проходила через центра головок.
Для этого я использовал шарики. Чем меньше — тем лучше. Шарик займет самую низкую точку в отверстии и будет находится под центром отверстия.
В моём случае мне повезло в трёх шатунах, оба шарика находились на одной вертикальной прямой. А вот у четвёртого шатуна я уже успел подчухать груз на крышке и шарик в верху ушел влево от вертикали. Путём подкладывая проставок под левый край шатуна добился что бы верхний шарик выровнялся по вертикали.
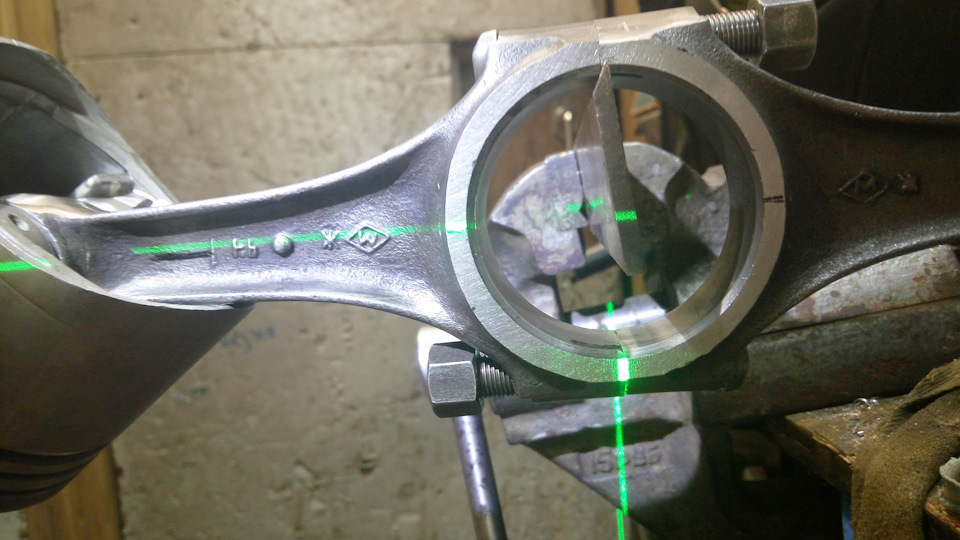
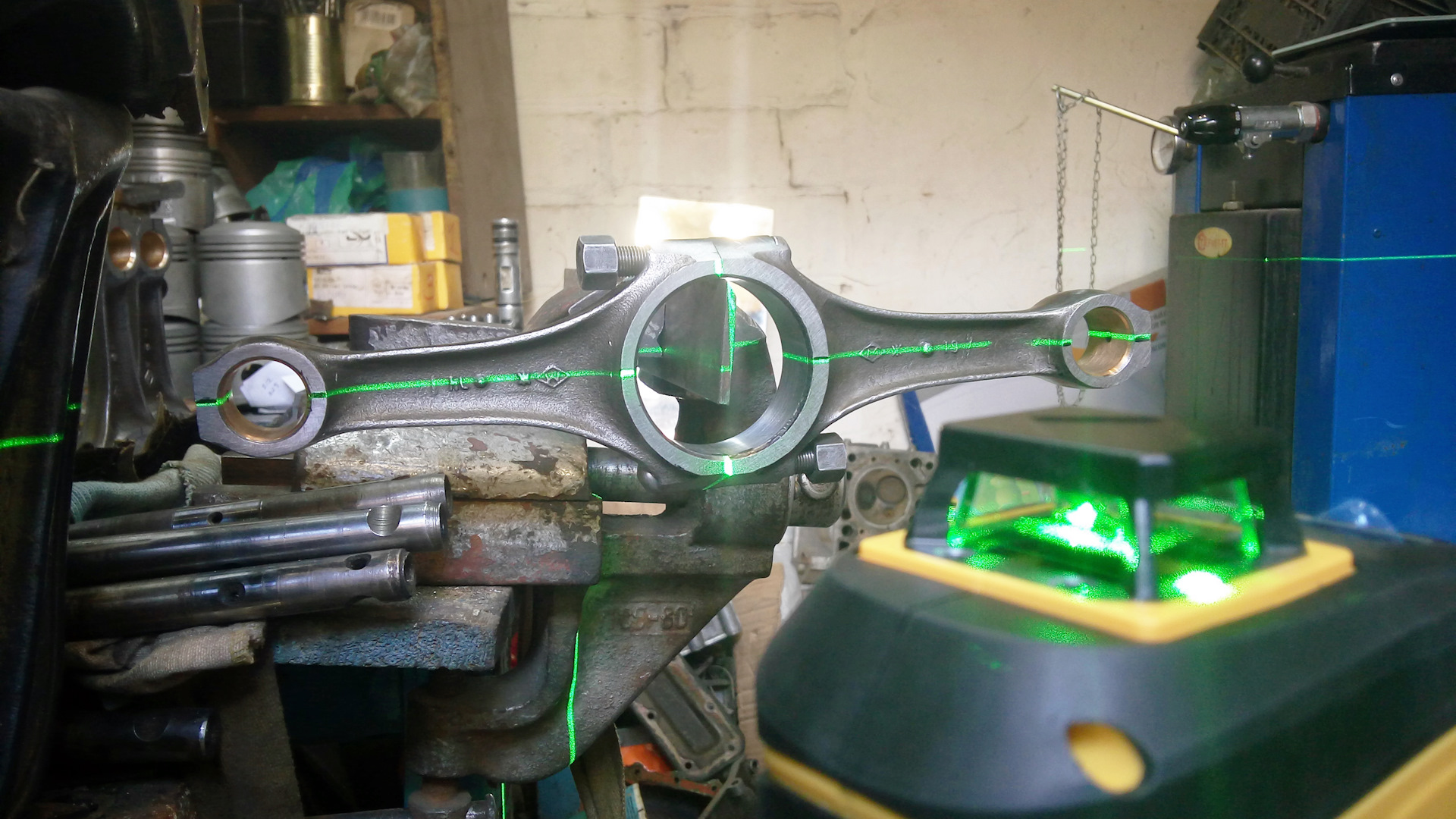
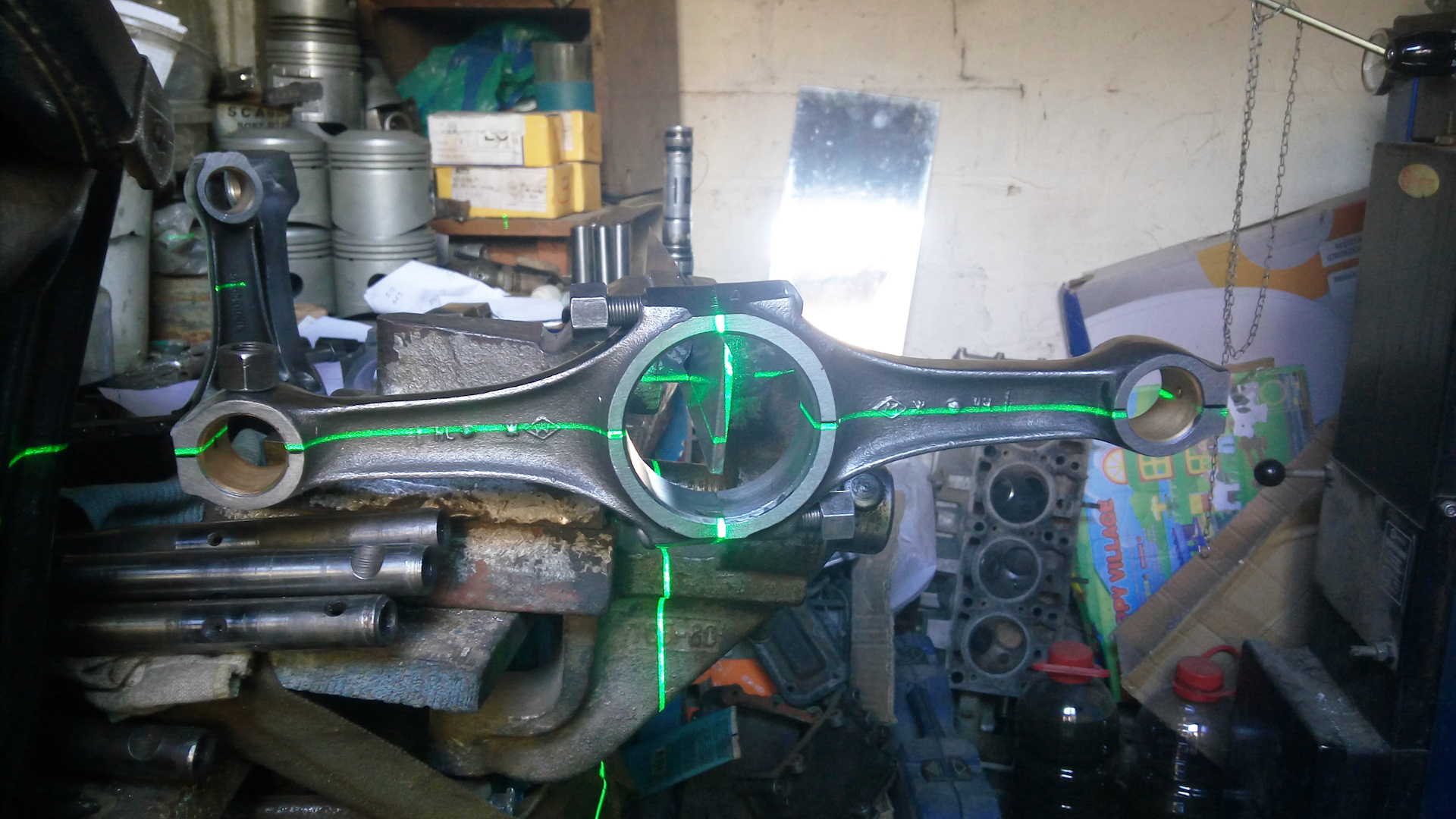
После этого по лазеру нанёс метки.
Первый шатун имел самый маленький груз (по объёму), по этому на него надел самый лёгкий поршень что бы с него ни чего не снимать.
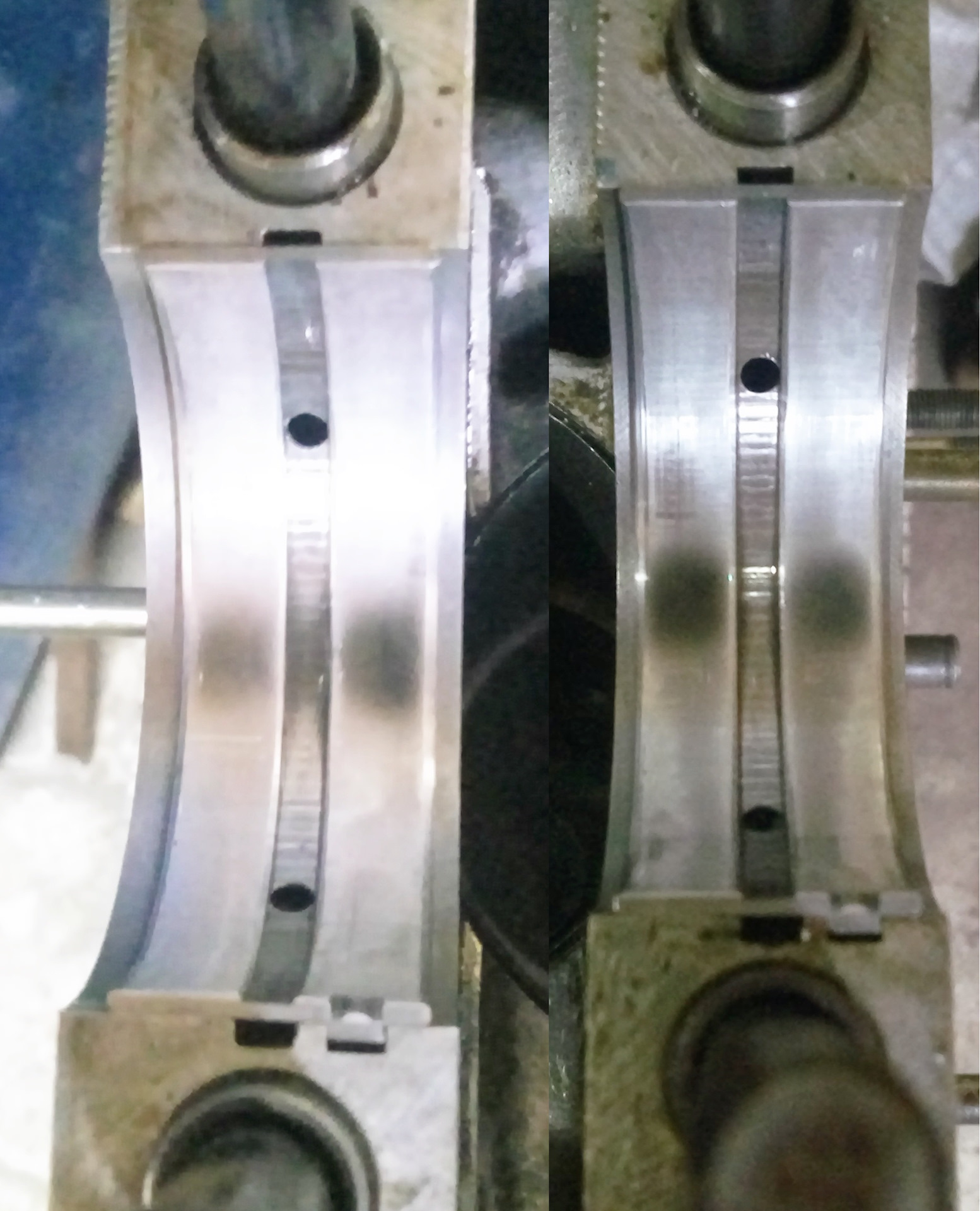
До балансировки
Тут разница в весе поршней 2г.После

Метка на левом шатуне чуть не доходит до лазера. Это из-за смещения отверстия НГШ относительно болтов крепления, по которым центрируется крышка. И чувствовалась незначительная ступенька в отверстии НГШ.
Не много спустил линию и левый шатун оказался в горизонте (обе метки шатуна были на одной линии).
На каждом шатуне было две метки, одна на нижней головке, вторая возле верхней.
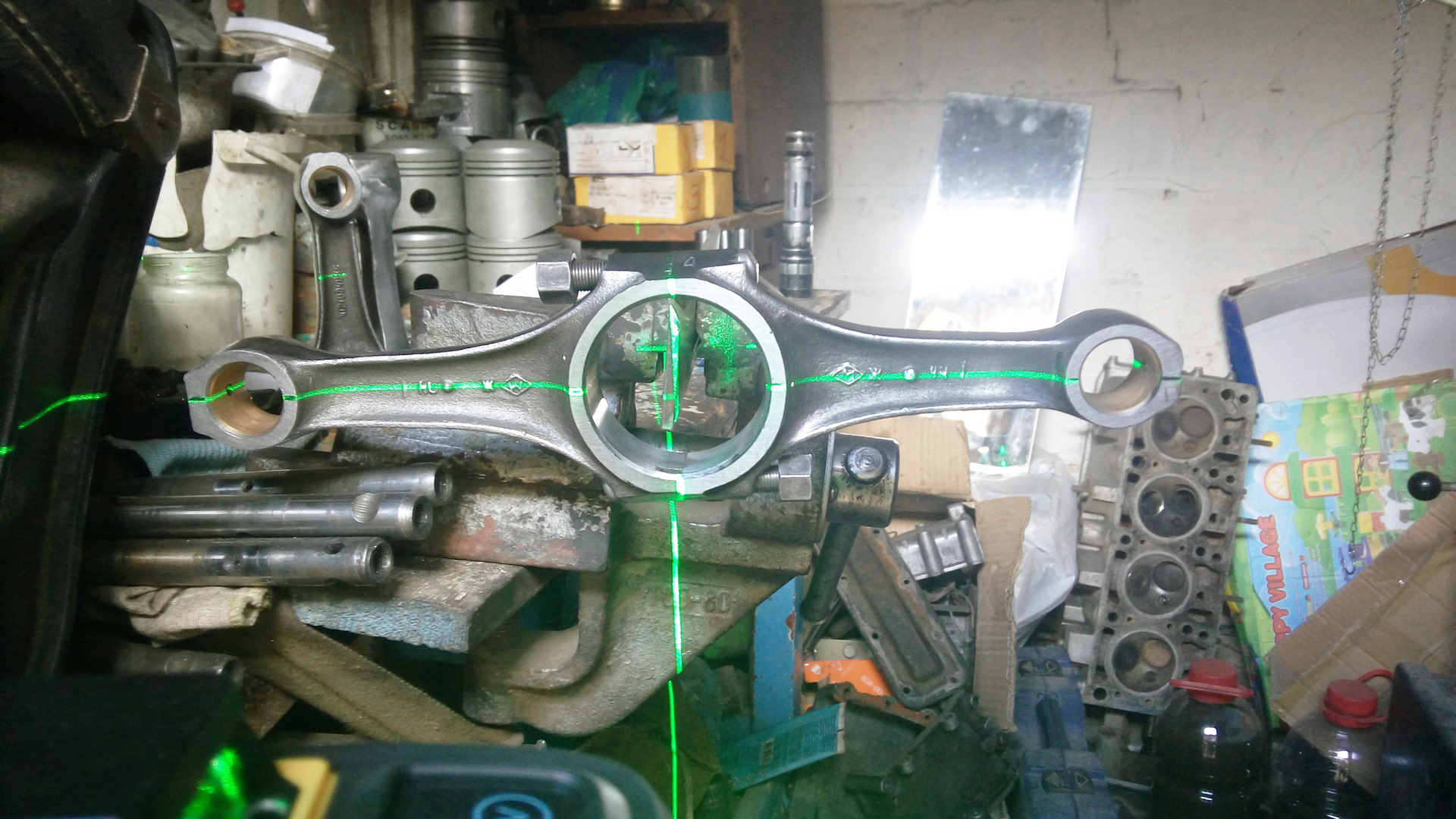
Остальные два шатуна балансировал относительно первого (что бы не увеличивать погрешность)
Смещений отверстий и меток не было.
После обточки, груз на первом шатуне так и остался самым маленьким.
В итоге верхнее головки имеют вот такой видКогда большой дисбаланс качание быстро прекращаются, но чем ближе к балансу тем время успокаивания больше. Особенно это проявилось с поршнями, когда масса на концах сильно увеличилась. Отбалансировванные шатуны с поршнями самоуспокаиваются примерно 25мин.
-
1
-
-
Идея пришла спонтанно. Взял в руки две верхнии части и приложил друг к другу. Задача стоит не к приведению к какой-то массе, а к выравниванию масс. Т.е. если верхнии головки шатунов одинаково весят, то центра ВШГ и НШГ должны быть на одной горизонтальной линии.
Как раз прибыл нивелир с алиэкспресс. Он мне и построит горизонтальную линию.
Определив что у первого шатуна самая лёгкая верхняя головка, начал подгонять к нему все остальные.Первый и третий


Первый с лева
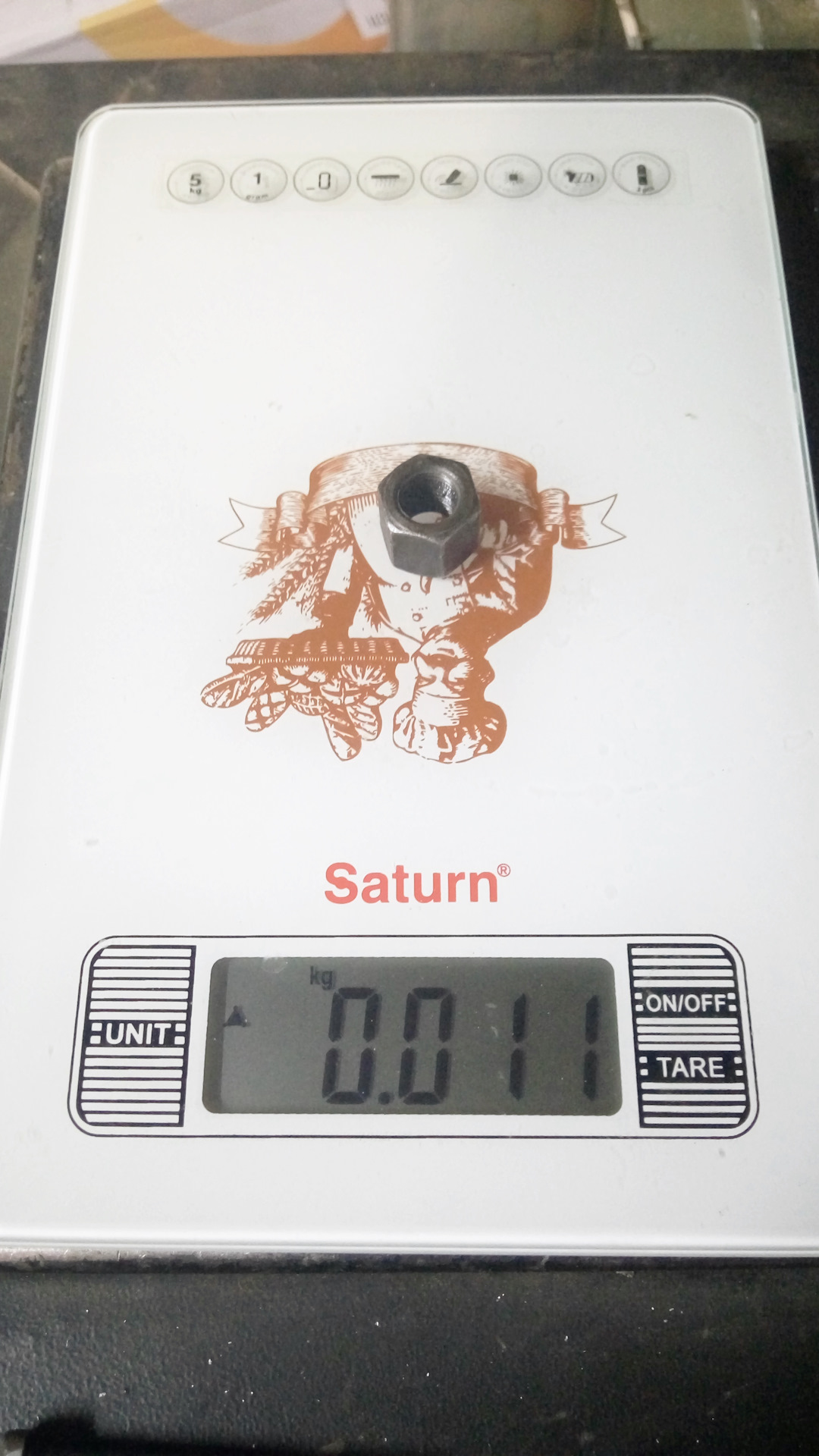
Для проверки своей теории использовал гайку весом 9г.
Сначала поставил на саму головку
Потом на середину шатуна
Шатуны выровнялись
После стачивал и проверял груз на ВГШ.Первый и четвёртый
Опять проверил гайкой (на головке левого шатуна)
На шейки (левый шатун)
После уравновешивания
Так же был интерес на сколько влияет вес нижней головки. С одной стороны вес там приличный, с другой стороны длина рычага короткая.
На вывешенной паре поставил 9г. на ВГШ, отклонение большое
Тежи 9г. на НГШ, отклонения почти нет
Можно предположить что в данном случае вес НГШ не влияет на уравновешивание ВГШ. (или как говорил мой преподователь в институте — "Данная величина настолько мала, что ей можно пренебречь").НГШ я уравновешу измеряя общий вес шатуна.
ВГШ после уравновешивания стали практически одинаковы
Лишний вес спрятался в НГШ
Общая картина
Это ещё не конец
-
1
-
-
-
Дело дошло до поршней
На каждом поршне было отбито 445г. но…
Самый тяжелый 451г., а самый лёгкий 447г. Разница 4г!
Но! Алюминий имеет 2.7 г/см3! Это 1.5 см3 спиливать нужно! Откуда?
Всё что я смог сточить с поршняИ получил
Всего 1г. Тут я сдался. решил компенсировать разницу пальцами, но все пальцы весят одинаково 116г.Значит шатунами. для начала я решил уровнять болты шатунов, что бы они не играли роль в балансировке.
4 болта с гайками весили 50г. ещё 4 чуть тяжелей.У первых четырёх болт весит 41г, а гайка 9г.
У остальных, два болта по 41г. тяжелей только гайки.
Разница в гайкахБолты аналогично чуть длинней, причём не резьбовая часть, а заход гайки на резьбу.
Обтачивал в шуруповёрте
итог
контрольное взвешивание 8 болтов с гайками.
Дальше коснулся шатунов, и меня понесло, и несёт до сих пор.Классический метод где одну головку опирают на опору, а вторую на весы — показывает относительную массу чего угодно к чуму угодно. По тому что это система двух рычагов со средней опорой, где масса НГШ влияет на измеряемую массу ВГШ и на оборот. Подогнав массу ВГШ, а затем массу НГШ сбиваешь развесовку ВГШ. Т.к. стачивая противовес уменьшается длина рычага. И 10г. на НГШ это совершенно другая масса на ВГШ. Плюс к этому очень влияет расположение средней опоры вплоть до 0.1мм. У меня так и не получилось хотя бы дважды положить один и тот же шатун одинаково. К тому же ещё и кухонные весы, у которых есть зависимость показаний от расположения груза.
Далее мне в голову пришла идея использовать двое весов, одни под ВГШ, вторые под НГШ. Но весы должны быть одинаковы, и чаши должны быть в одной плоскости.
Вторые весы я покупать не хотел, и решил выстроить площадку в ровень с весами.
В качестве проверки контрольная сумма ВГШ и НГШ должна равнять общей массе шатуна.
И у меня получилось…220г + 631г. = 851г.
Но у меня не получилась повторяемость, каждый раз разные показания. А дело в том, что чаша весов проседает. Под НГШ на 1мм., под ВГШ на 0.5мм. И я получил все теже качели
")
Дальше я перечитал разделы по шатунам ВАЗ 01-09, ГАЗ, АЗЛК… Везде пишут про разницу общего веса.
Так и решил тупо уровнять общий вес.
Взвесил всё и … Откуда снимать? Сверху или снизу? На заводе грузы обточены и сверху и снизу.
Это не конец, продолжение следует…P.S. Роль массы НГШ очень важна в МЭМЗ. Но там V4. При балансировке КВ на шатунные шейки одевают грузы равные по массе с НГШ. И ноги этой развесовки наверно растут от сюда.
-
2
-
-
10 часов назад, космич сказал:
Спасибо. Как то он в два раза дешевле чем в автомагазинах
-
В 06.08.2019 в 18:29, космич сказал:
выжимной SKF отходил у меня больше 300 тысяч. купил новый такой же, поменял, а старый замотал в тряпочку и лежит в гараже)) крутится чётко, не шумит, не шуршит, не люфтит. разбирается, можно смазку менять. класс.
Остались контакты где брал выжимной?
-
В 05.08.2019 в 12:12, chaika сказал:
я просто фрезернул тоже другую крышку, получилась толщиной 4,7мм вроде.
Фрезера под рукой нет, а спецом искать перехотелось
Ещё вспомнил что у меня не решенный вопрос остался с выжимным.
Старая втулка подистёрлась, новый подшипник "ДК" на ней болтается. Купил новую втулка, а она хуже старой. Да и сам подшипник не нравится.
-
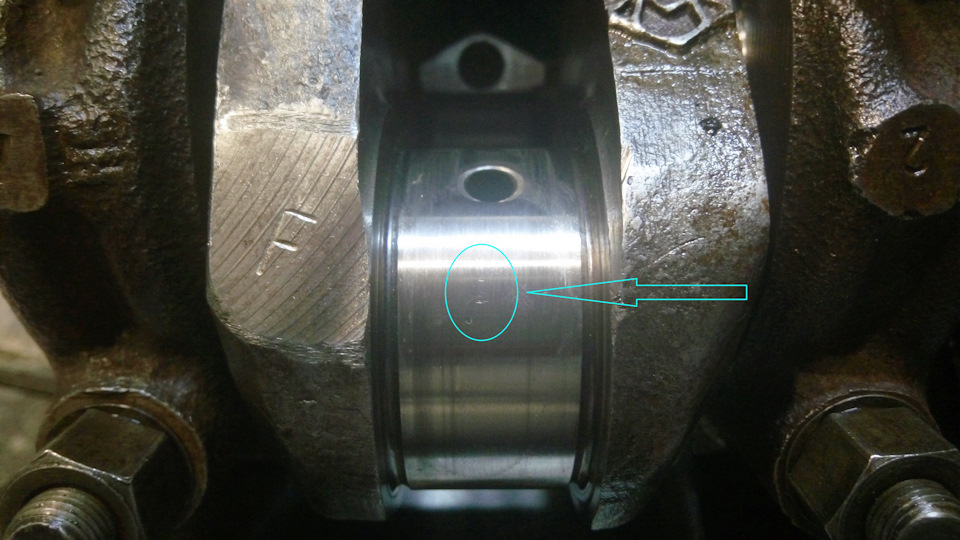
Прочитав статьи про проставку водяного канала увеличивающую пропускную способность, решил и себе такое сделать, тем более у меня есть вторая крышка из которой можно сделать проставку.
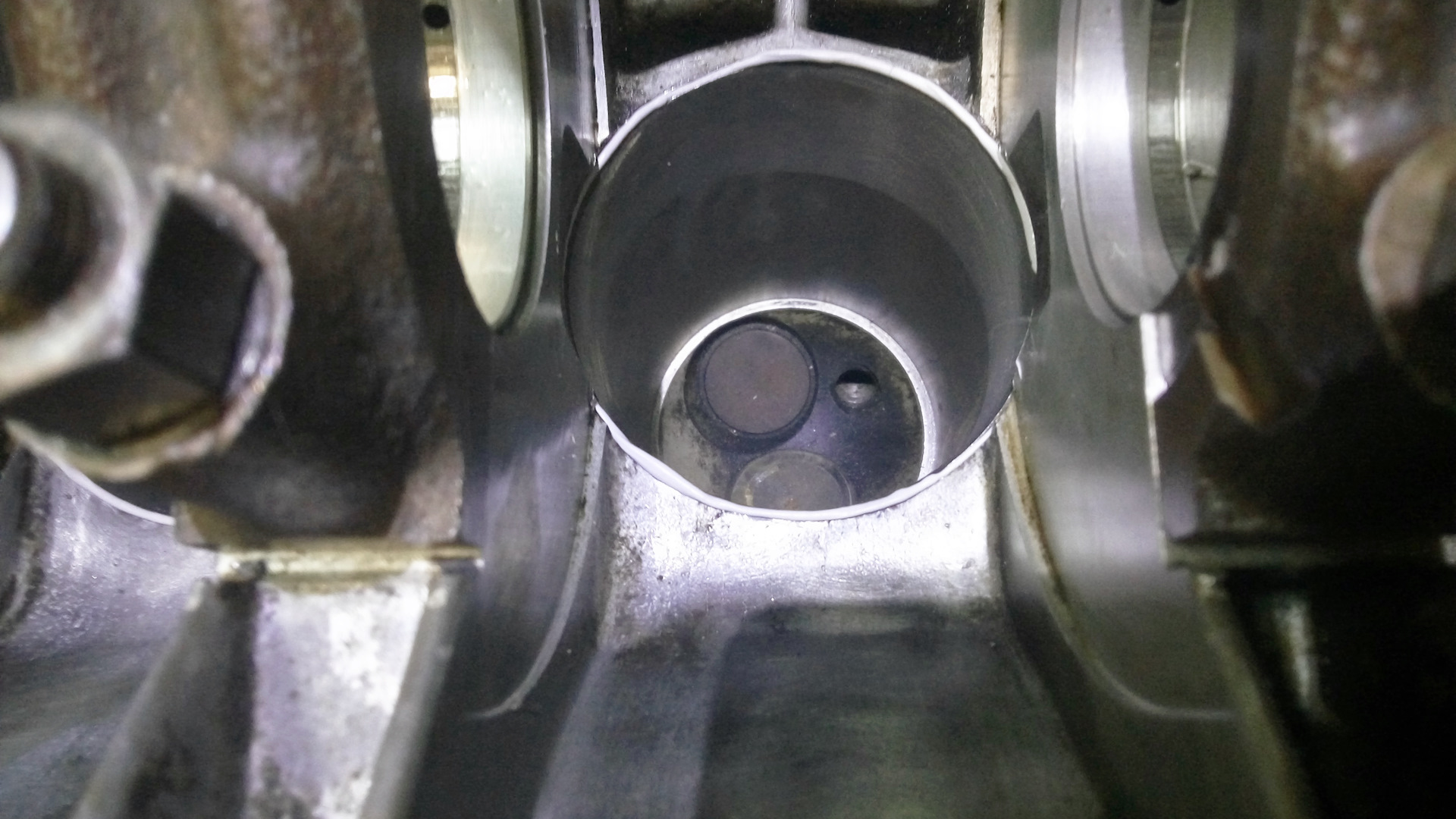
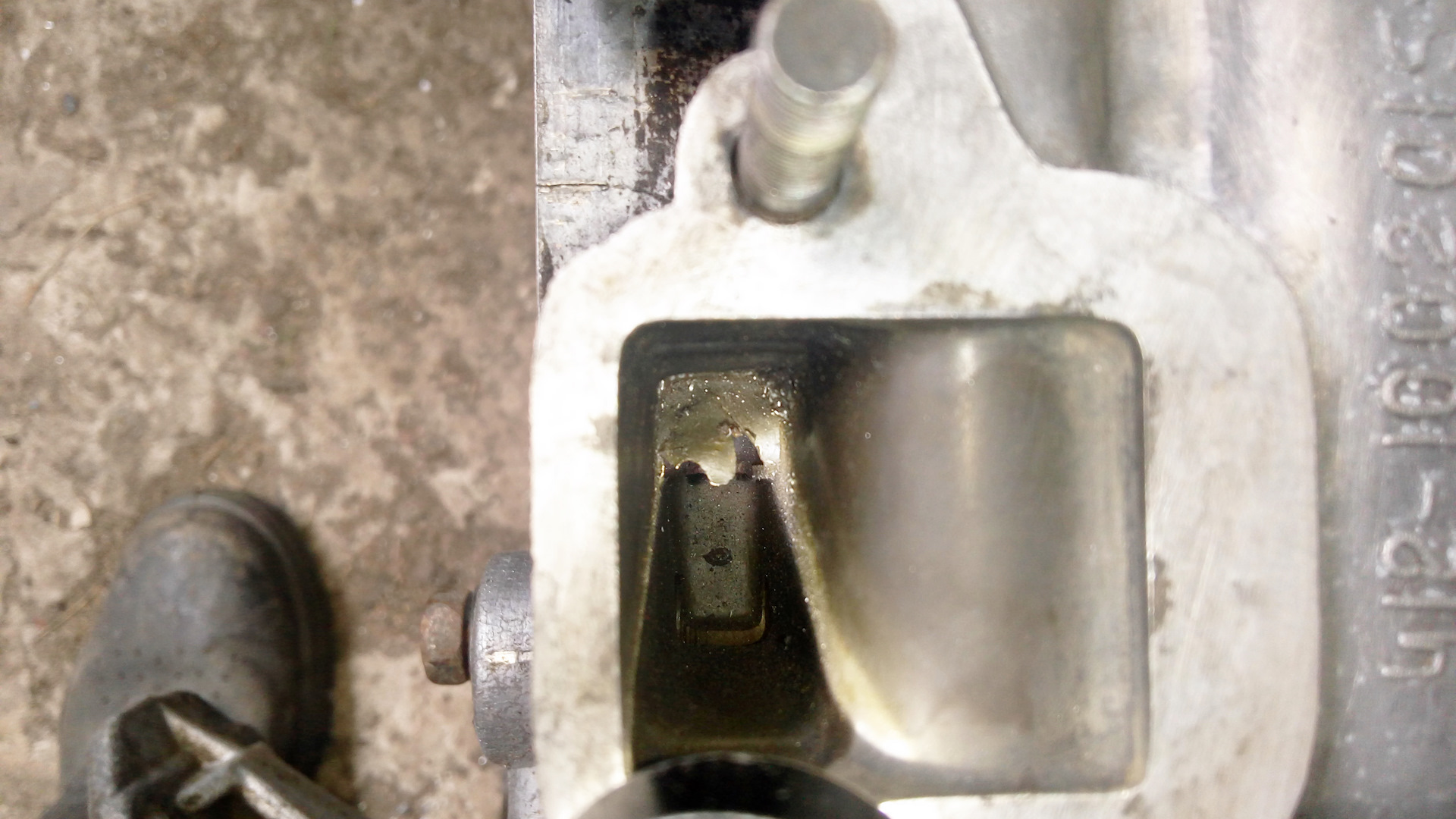
Но помимо проставки решил ещё увеличить каналы от помпы до канала, и от канала до рубашки в блоке. (Обозначил стрелками)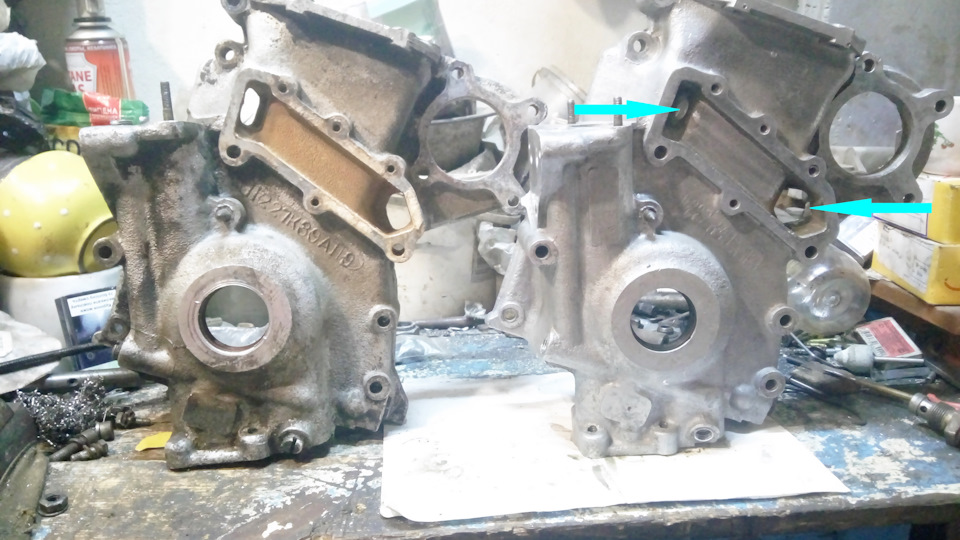


Но, решил заглянуть в канал в блоке и …
В нём облой перекрывающий канал минимум на четверть!

Канал со стороны рубашки

Прочистил и подровнял канал
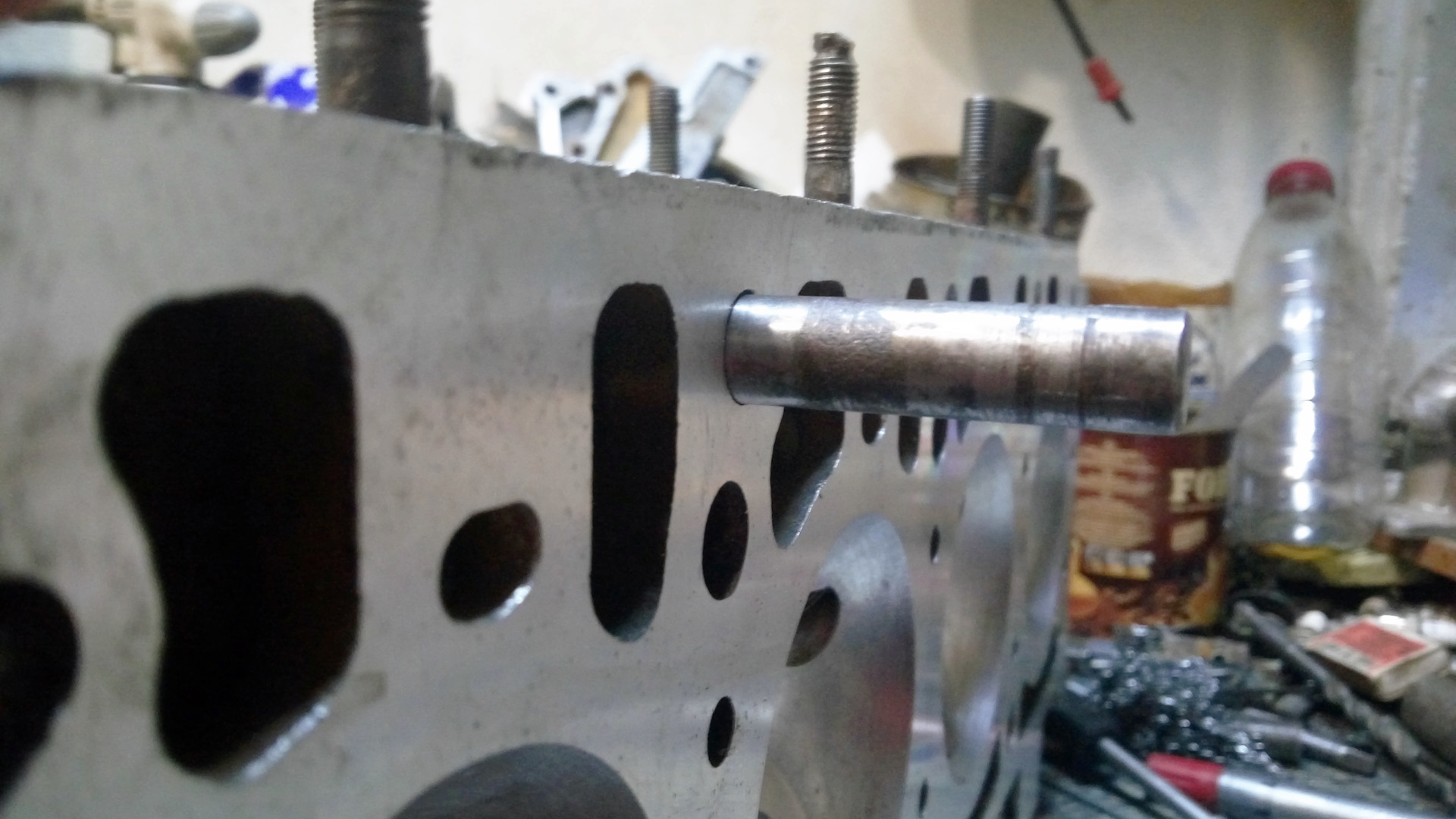
Действительно ли канал в передней крышке блока самое узкое место в системе?
Штангенциркуль в руки и вперёдРазмер канала
Ширина — 30мм,
Высота — в блоке — 9мм, прокладка — 1,5мм, в крышке — 7мм.
Итого = 3х(0,9+0,15+0,7) = 5,25 см2Сделал пластилиновый слепок канала в блоке
Ширина — 38мм
Высота — 18мм.
Итого = 3,8х1,8 = 6,84 см2Прорезь выхода канала из блока в рубашку, она "Г" образная по этому два сечения
Горизонтальная 1,5х2,8 = 4,2 см2
Вертикальная 1,5х1,1 = 1,65 см2
Итого 4,2+1,65 = 5,85 см2Под крышкой водяной рубашки блока. Есть приливы под шпильки которые перекрывают канал, но конструкторы добавили штамповку в крышке.
В блоке над приливом 0,7х5 = 3,5см"
Штамповка в крышке 0,7х2,7 = 1,89см2
Итого 3,5+1,89 = 5,39 см2
В итоге канал в передней крышке действительно самое узкое место, но не настолько что бы ставить 10мм проставку, я обойдусь прокладкой в 3мм. А если учесть удалённый облой, то я существенно увеличу циркуляцию в своем блоке.
-
2
-
-
Перед отъездом успел доделать маслонасос.
Сверху 412й клапан, снизу 331й. Отличий нет, кроме контр гайки 331го — она больше

Поршень клапана травил, притёр притирочной пастой, после притирки

Все привалочные поверхности под медные кольца выровнял на наждаке

Медные кольца отжёг

Грел до начала покраснения
Так же почистил перепускные отверстия в поршне

Маслонасос взял из донорского мотора, сами шестерни на внешний вид норм, но вот шлицы

Крышка слева была шлифована, справа заводская фрезеровка (ногтем чувствуются волны)

Также прочистил отверстие для смазки привода насоса и нижней звезды ГРМ

Важно было не раздолбать отверстие
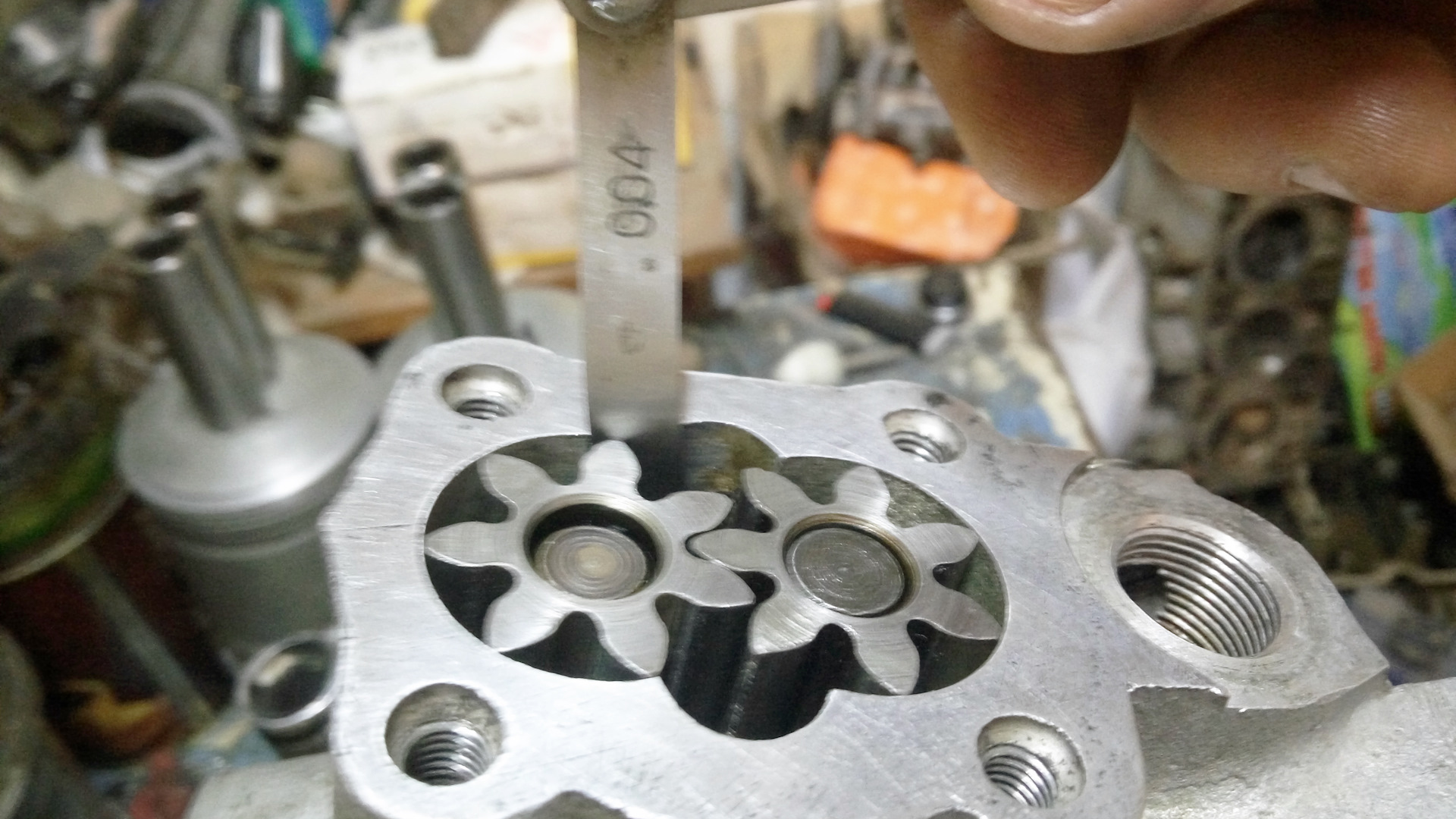
Замер зазоров
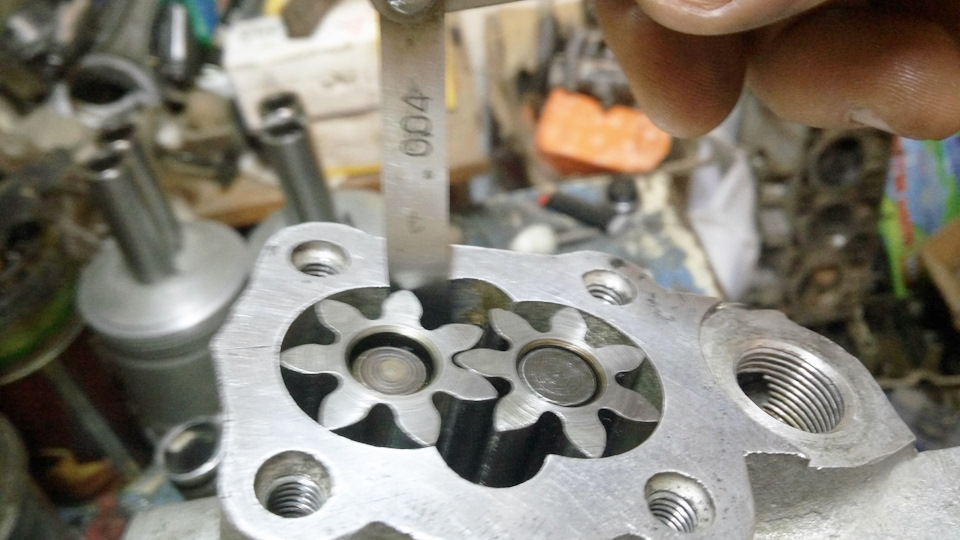


Прокладку вырезал из листка блокнота толщиной 0.1мм, так как пергаментная бумага толщиной 0,05мм ужалась и насос заклинило.


-
2
-
-
-
Всем привет.
Понедельник, утро, ни что не предвещало беды!
Ближе к обеду появляется директор и начинает пахнуть поездкой.
Новая Каховка, Херсонская область. Сервисное обслуживание.
Автовокзал Харьков
Давно тут не появлялся. Возобновилась стройка "Шар в Кубе". Изначально планировался футбольный мяч на ЕВРО 2012. До сих пор строят.
Автовокзал Красноград

Автовокзал Днепр (Днепропетровск)

До Днепра было классно. Автобус полупустой. Я забился на последний ряд, где было свободно 4 места и растянулся в полный рост.
В Днепре стоянка 1 час. Половина пассажиров вышла. "поедем порожняком" — подумал я и офигел когда за 5 мин до отправки в автобусе закончились свободные места от новых пассажиров.Автовокзал — Никополь

На участке
"дороги"направлениязубодробилке Днепр — Никополь я реально чуть не лишился зубов. Когда засыпаешь расслабляются мышцы, все мышцы, даже мышцы нижней челюсти и та, на кочках и ямах, начинает со страшной силой лупить по верхней челюсти. К этому нужно добавить убитую подвеску автобуса, которая и на ровной дороге хорошо телепала так, что я постоянно сползал с сиденья. По тому что я уселся за задним выходом и перед мной не было сидений в которые можно было упереться коленями.Автовокзал — Нововоронцовск

Нижний бьеф, вид из автобуса

Тот же вид, только уже с помещения станции

По арке на агрегат

Ещё вид на нижний бьеф
Тут на верхний бьеф сложно попастьКрышка генератора с маслоприёмником

Каждая станция уникальна и неповторима, полёт фантазий у архитекторов неограничен.
Тут есть зимний сад, и не один.

Сервисное обслуживание ни чего интересного не обещает, командировка строго регламентирована по времени. Так что забудте про меня ровно на 9 дней

P.S. Угадаете что под синей шайбой
-
2
-
-
-
-
Чистка маслосистемы
Задача была по максимому вычистить систему от битума
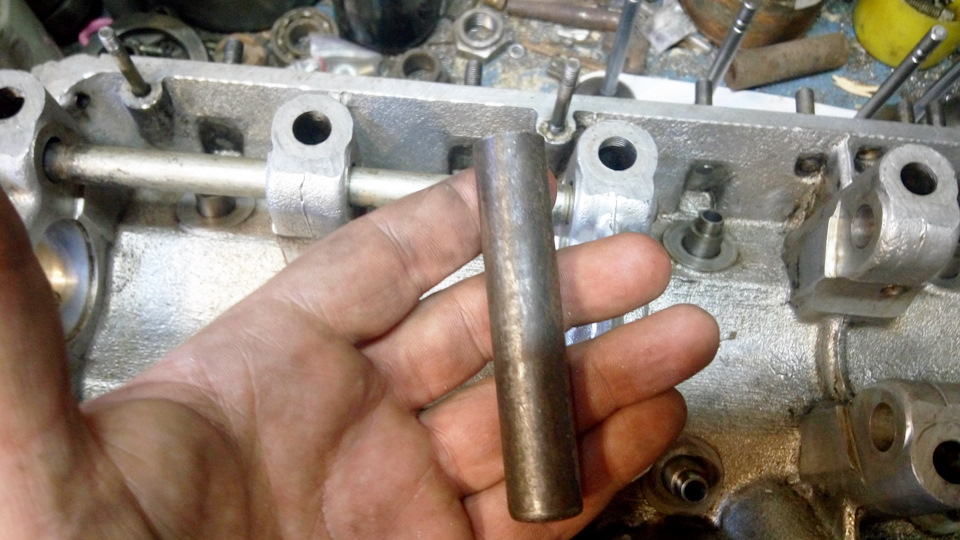
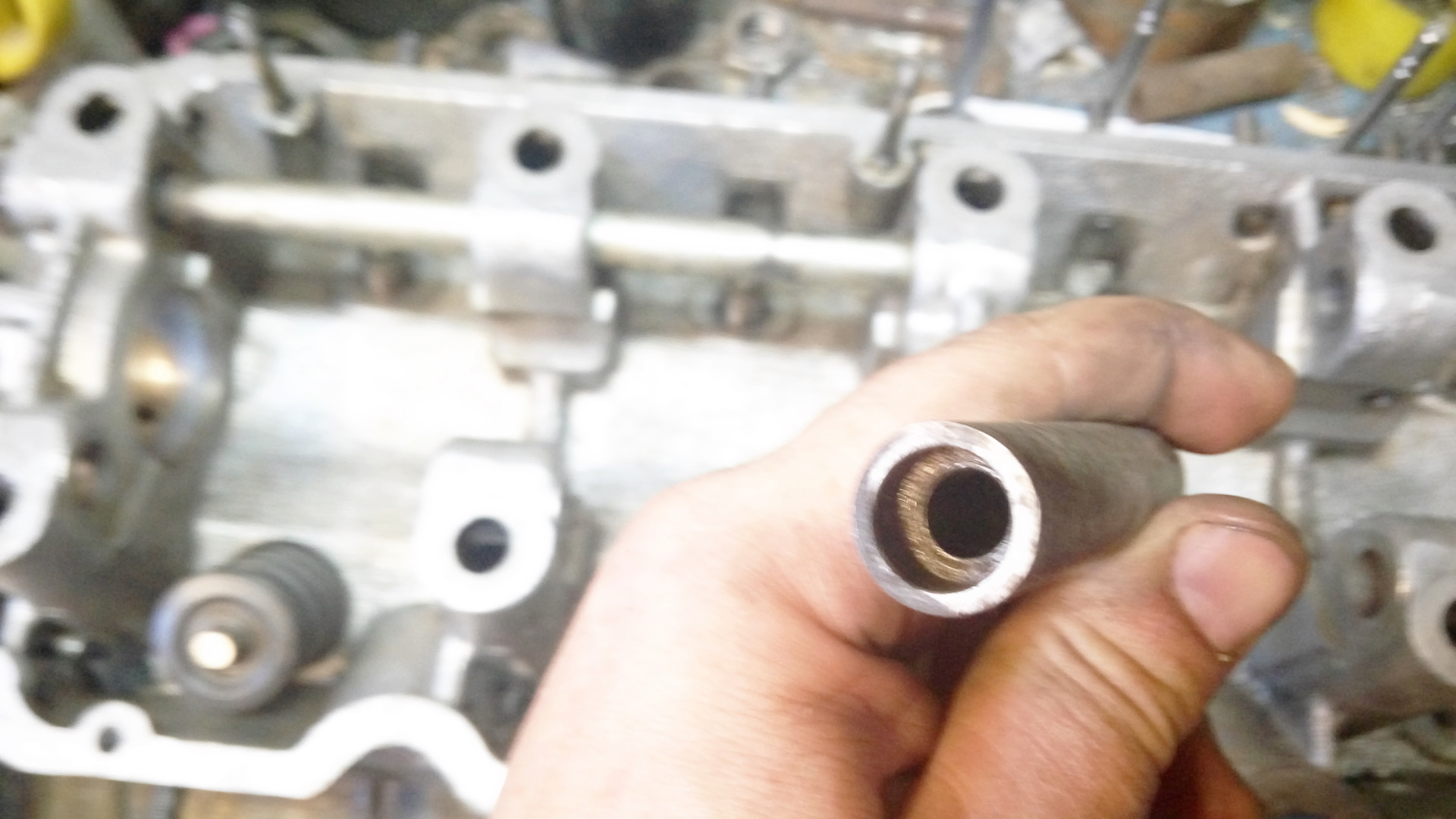
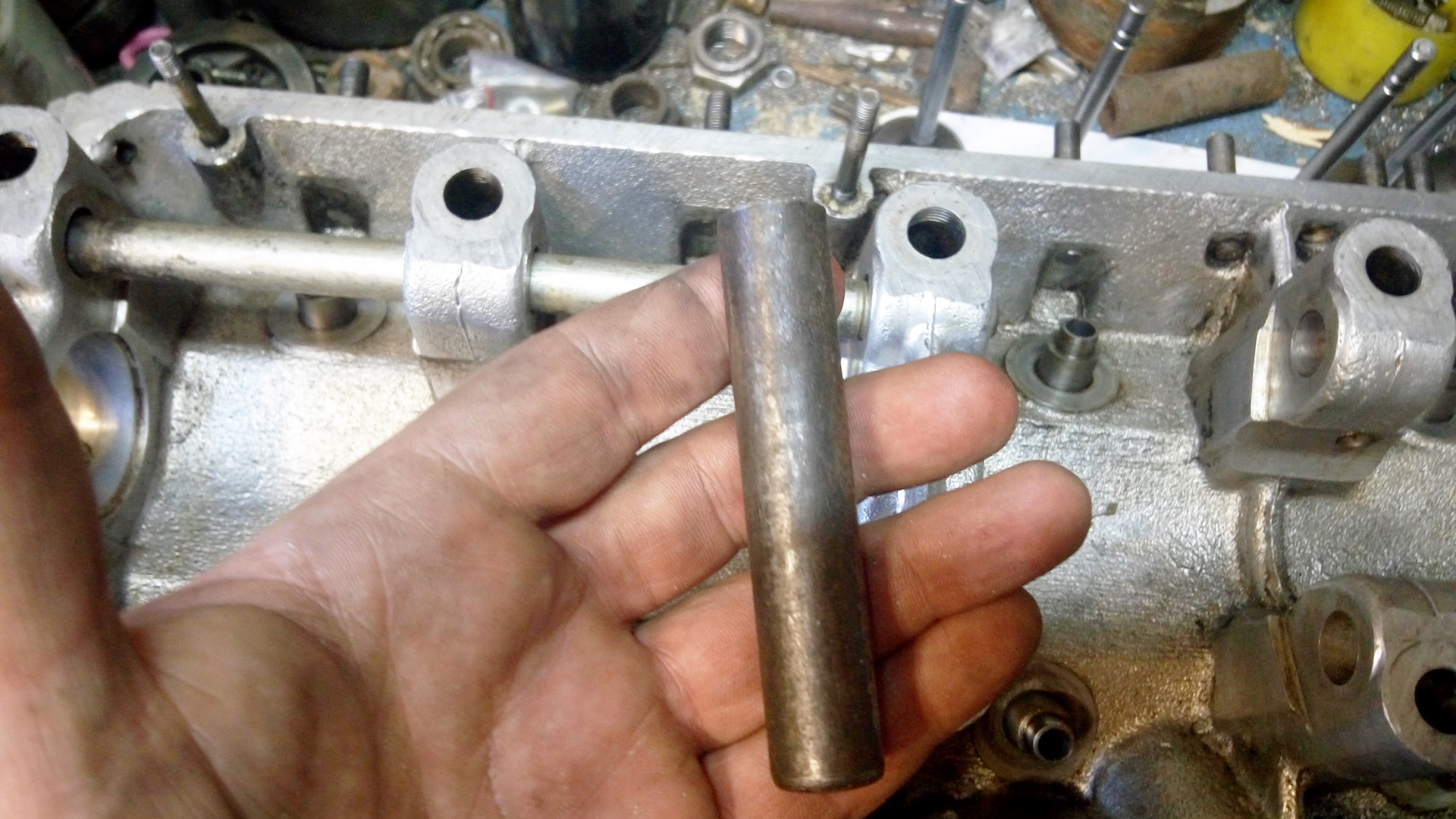
Начал с осей коромысел, выбил заглушки и …
и от туда извлёк битум
родных заглушек не нашел, использовал от КВ жигулейсравнение жиго и москвич заглушек
Примерка, сама не идёт

забитая
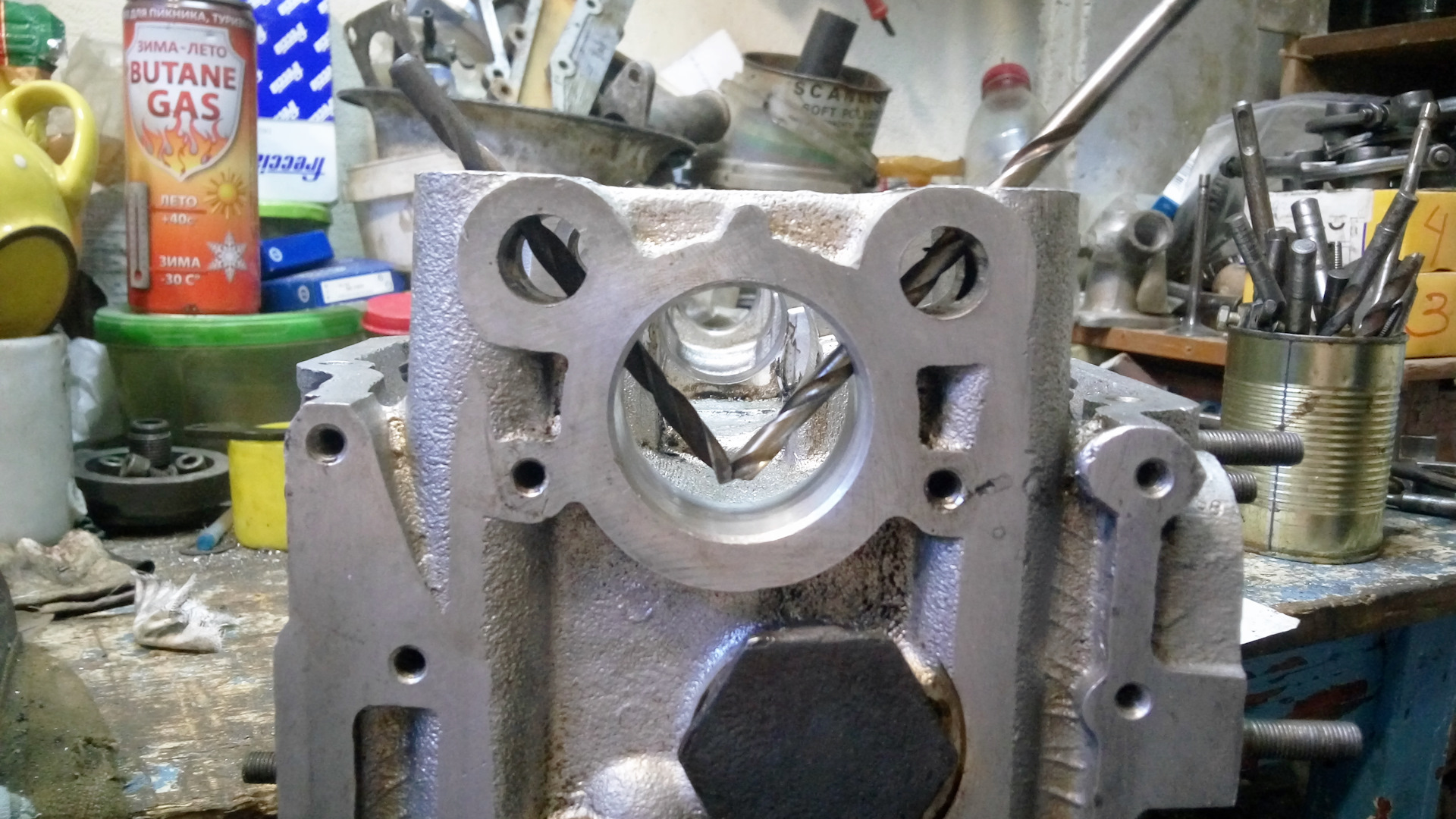
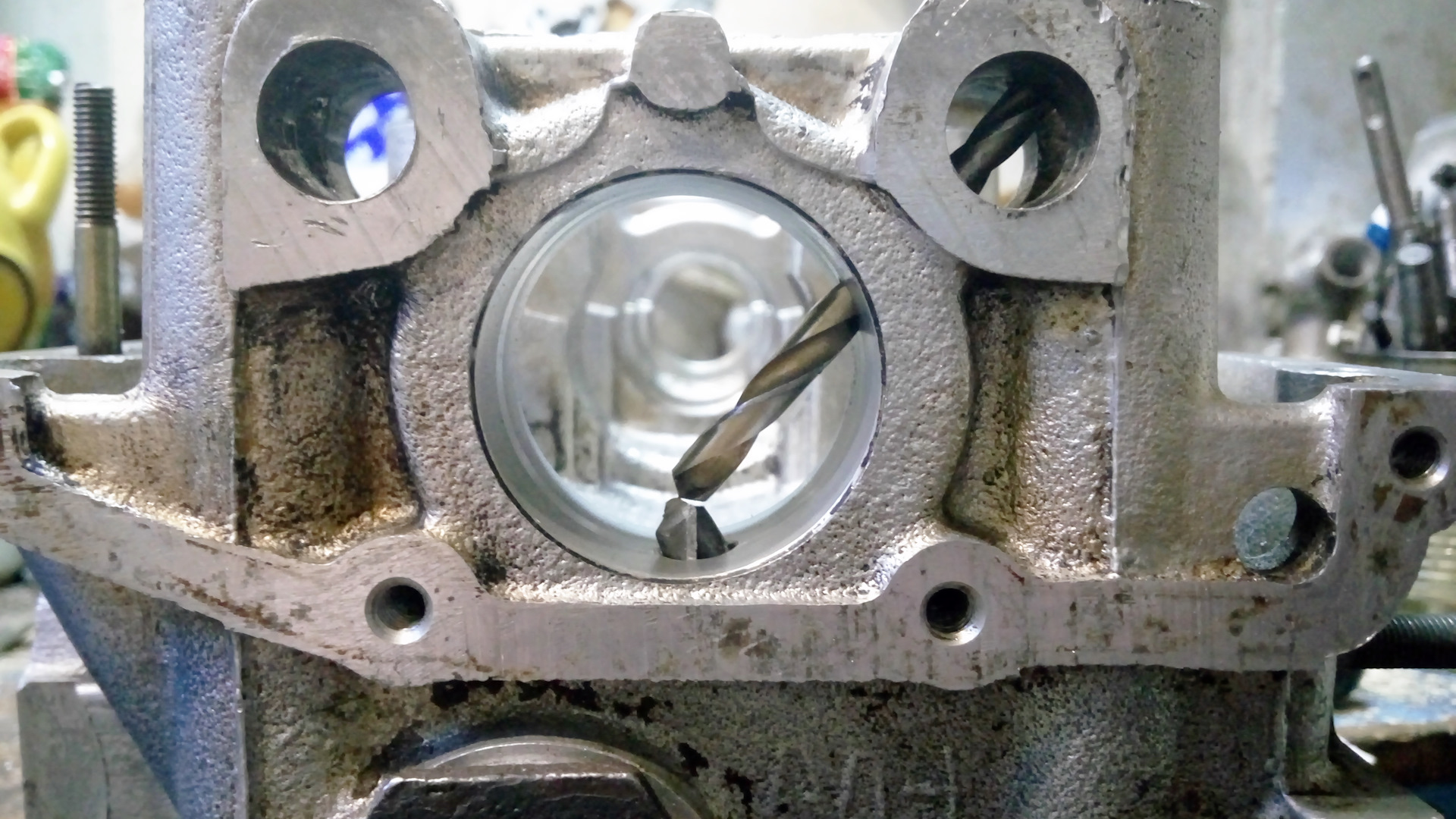
Далее прочистил в голове каналы, без увеличения диаметров (сверла брал по размеру канала)
передняя шейка
Средняя
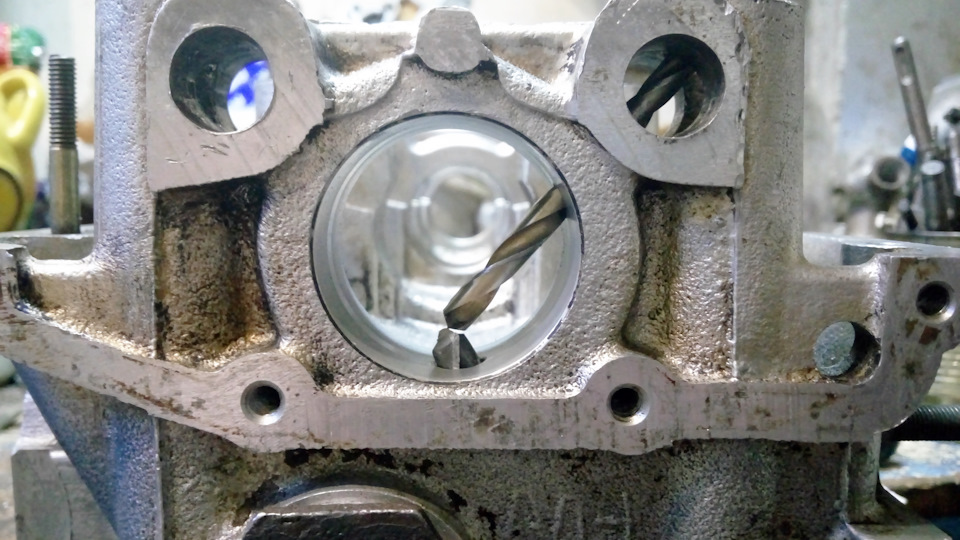
Также вычистил маслосливы с головки, вот их я увеличил на 0,5мм, (сверло у меня было 12.5мм)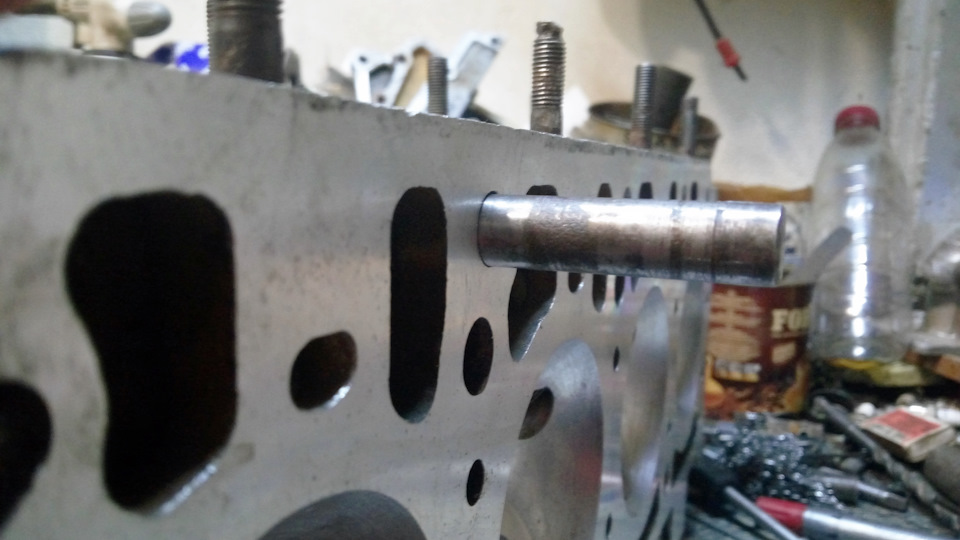

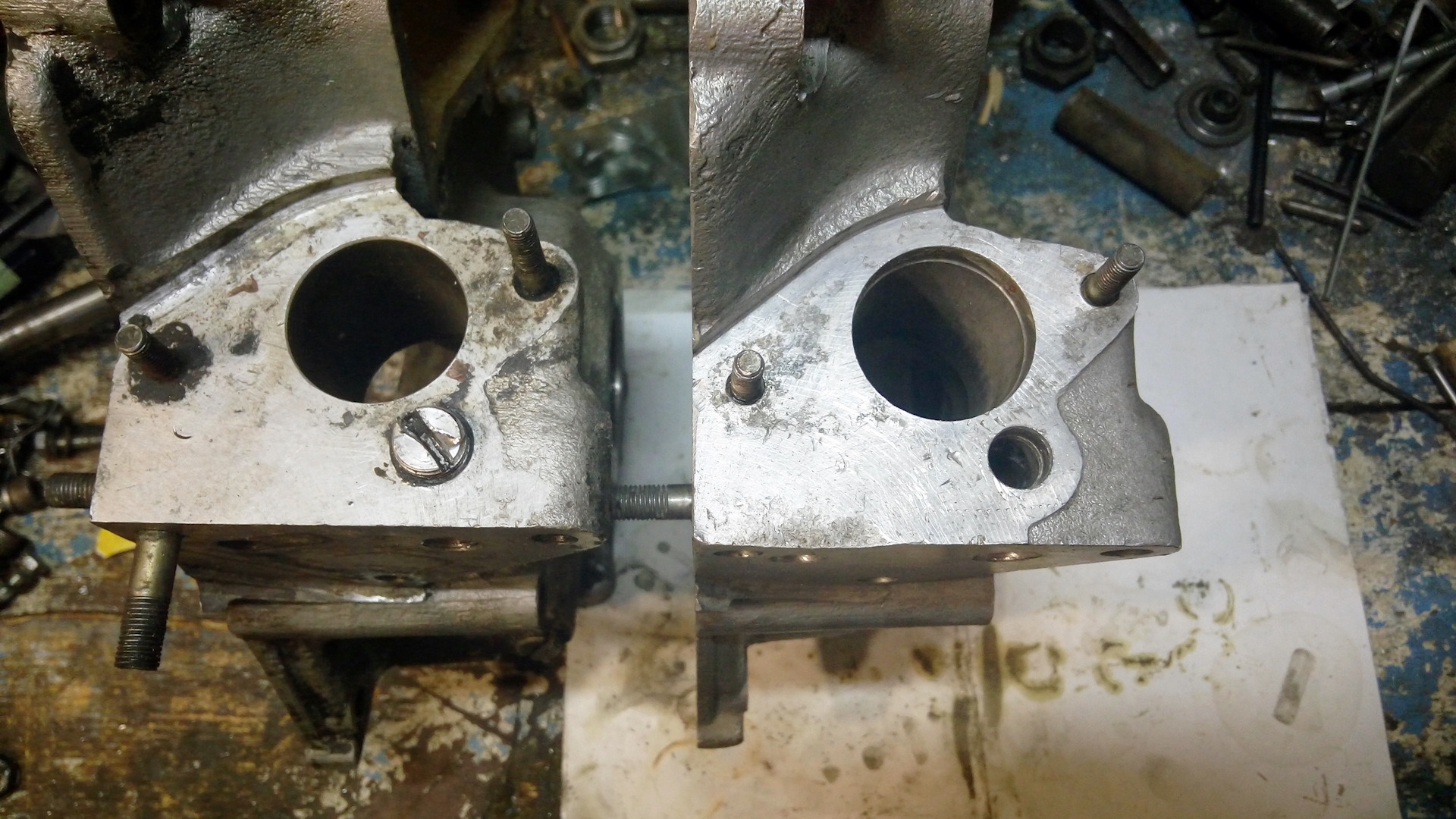
Есть две передних крышки от 412го и 331го. Они почти одинаковы

У 412й все масляные 11мм, у 331й 9мм
Здесь видно заглушку G1/4 у 412й и 10мм пробку у 331й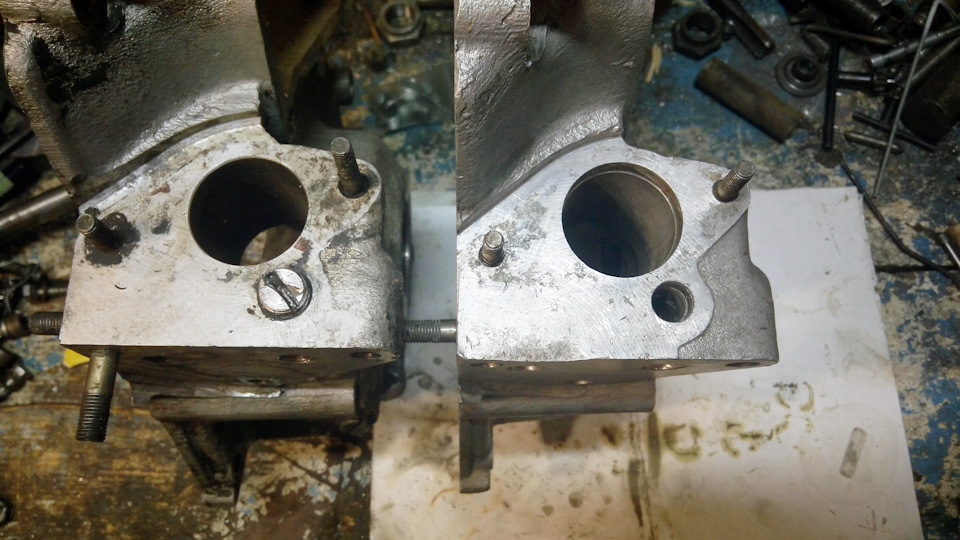
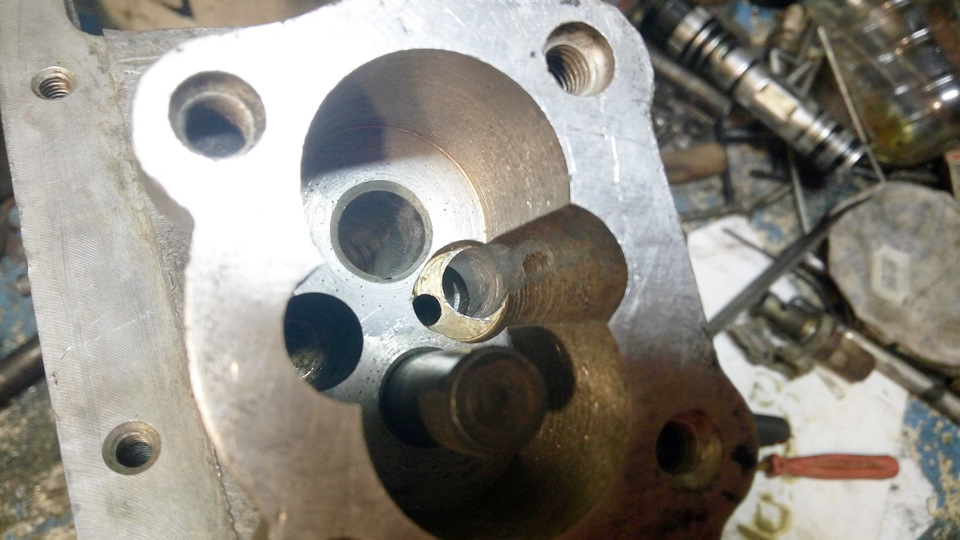
На своей 331й я все каналы развернул до 11,5мм, а вместо заглушки поставил пробку G1/4.

А вот центральный масляный у 412й намного тоньше

Все каналы начиная с масло насоса сейчас беленькие и 11,5мм
В блоке каналов мало, но битума там много.
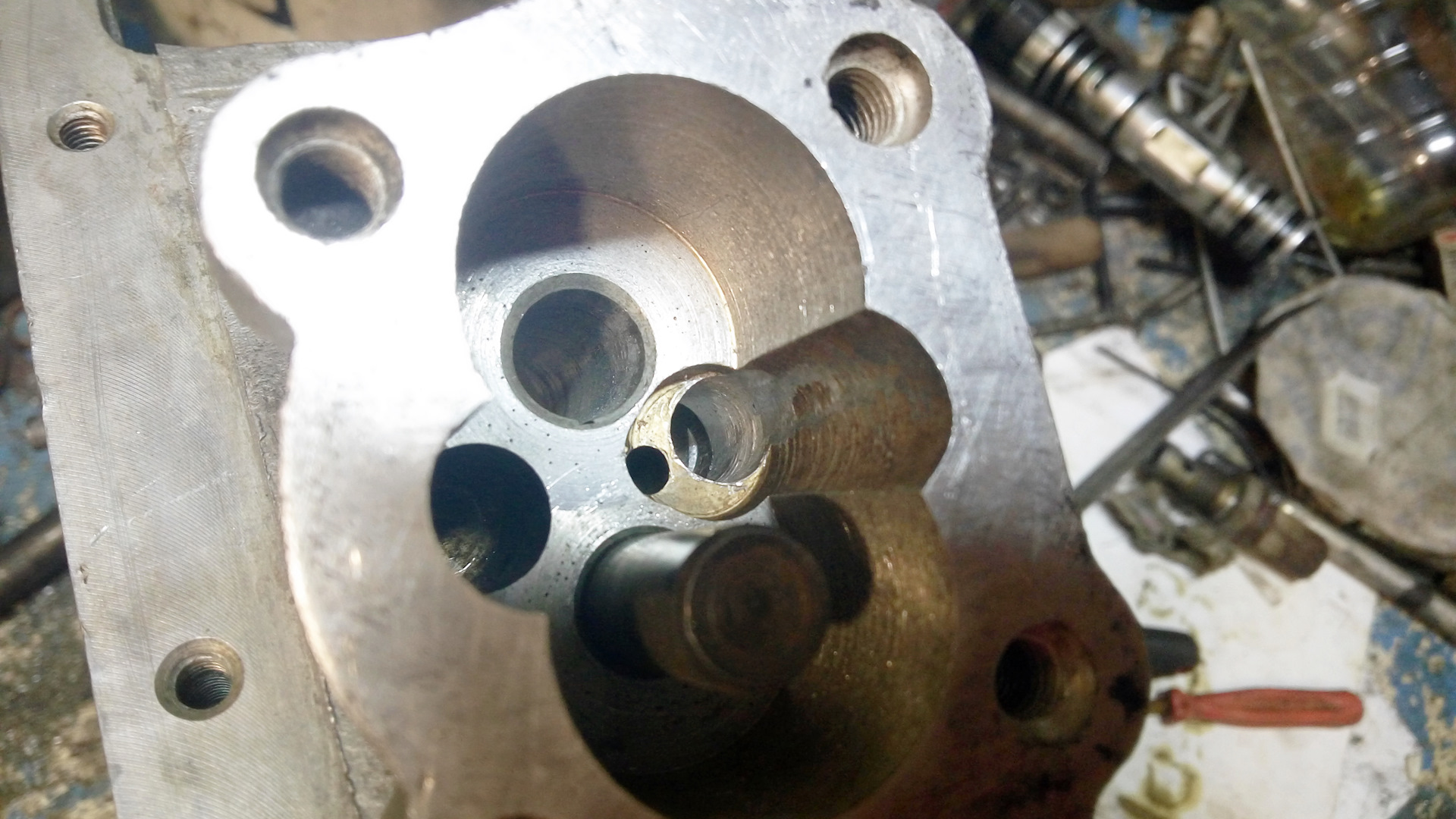
Каналы подвода масла к коренным шейкам


Центральный масляный канал, выкрутил заглушку со стороны маховика
Чистил сначала куском тросика, потом тряпкой с растворителем
Битум из центрально канала. Всё собрать не удалось, но и так много
Получилось так

Увеличивать каналы в голове не имеет смысла, так как в блоке в канале который идёт в ГБЦ стоит дроссель диаметром 4мм. Видимо для подпора давления, что бы шейки КВ получали масло в достаточном объёме.
Ну и прикупил масло 5л. 885грн.
P.S. Оказалось что у меня в комплекте нет прокладки шестерён масляного насоса, и на ближнем базаре тоже нет. Придётся переться на "Лоск"
-
1
-
-
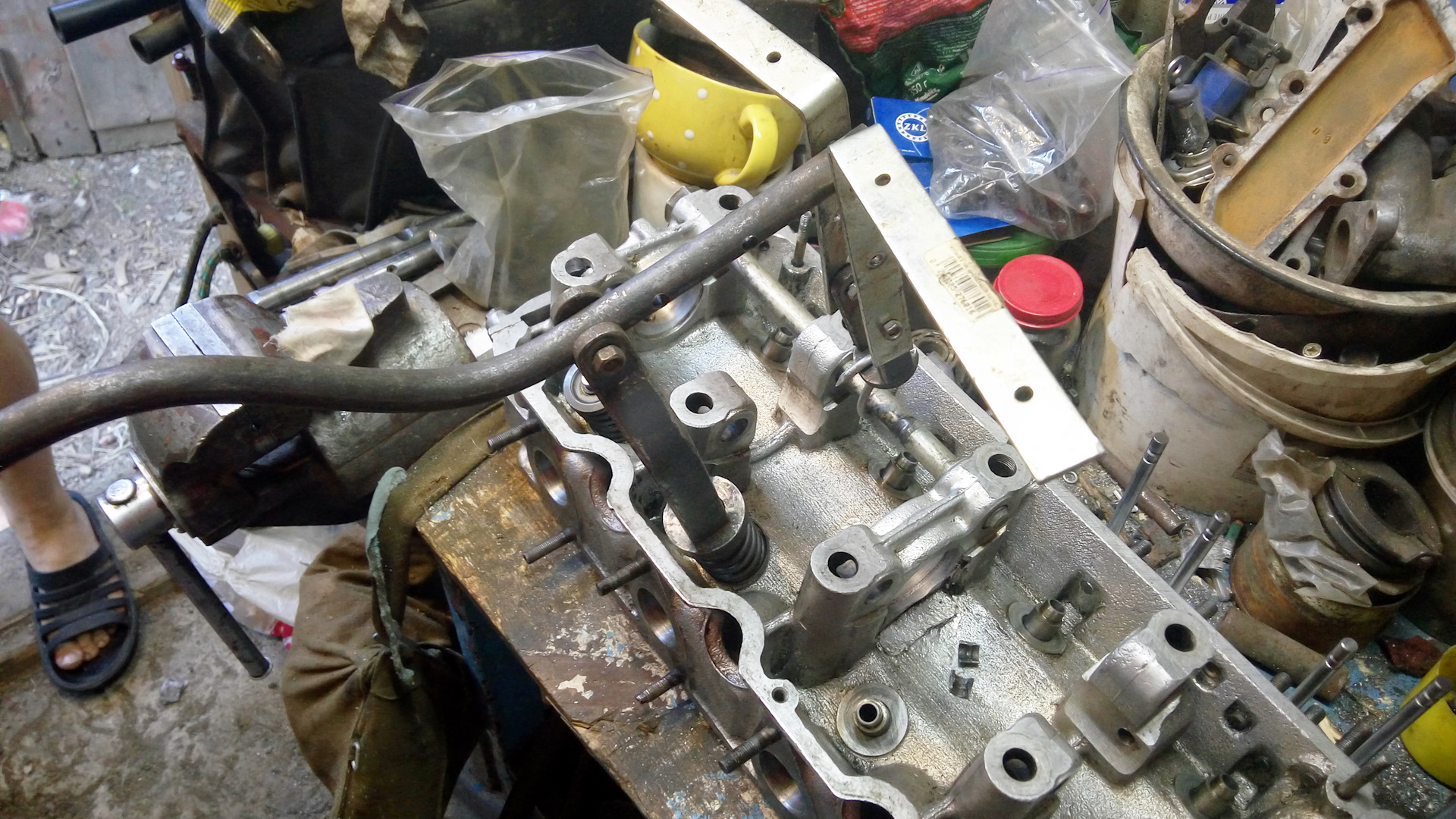
Всем привет.
Начну с того что нужно консервировать детали если на долго уезжаешь.

Коррозия поверхностная, наждачкой 1000 всё снялось без проблем.

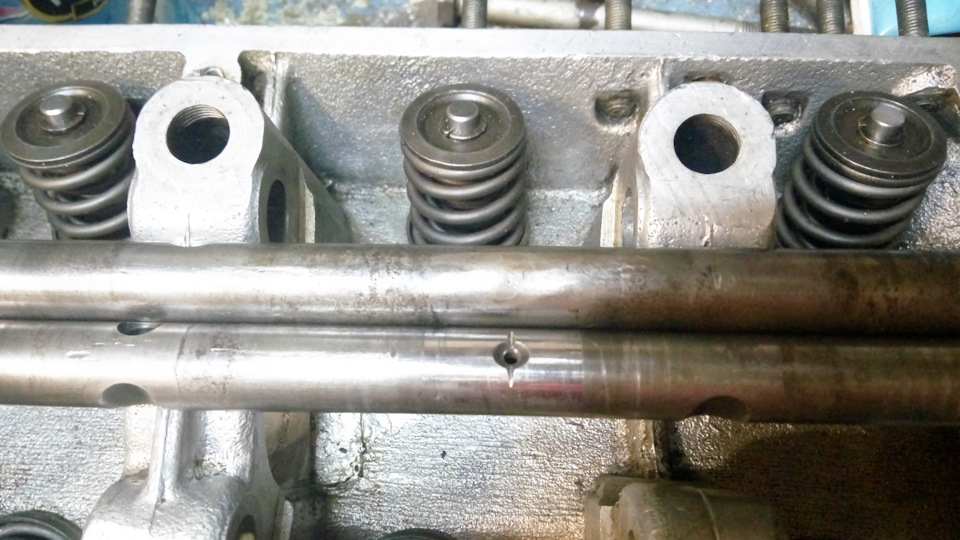
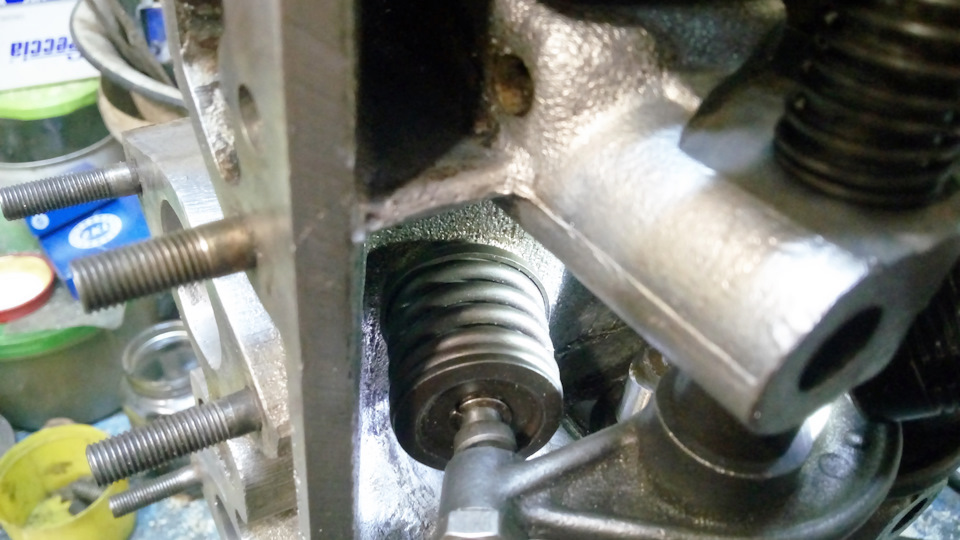
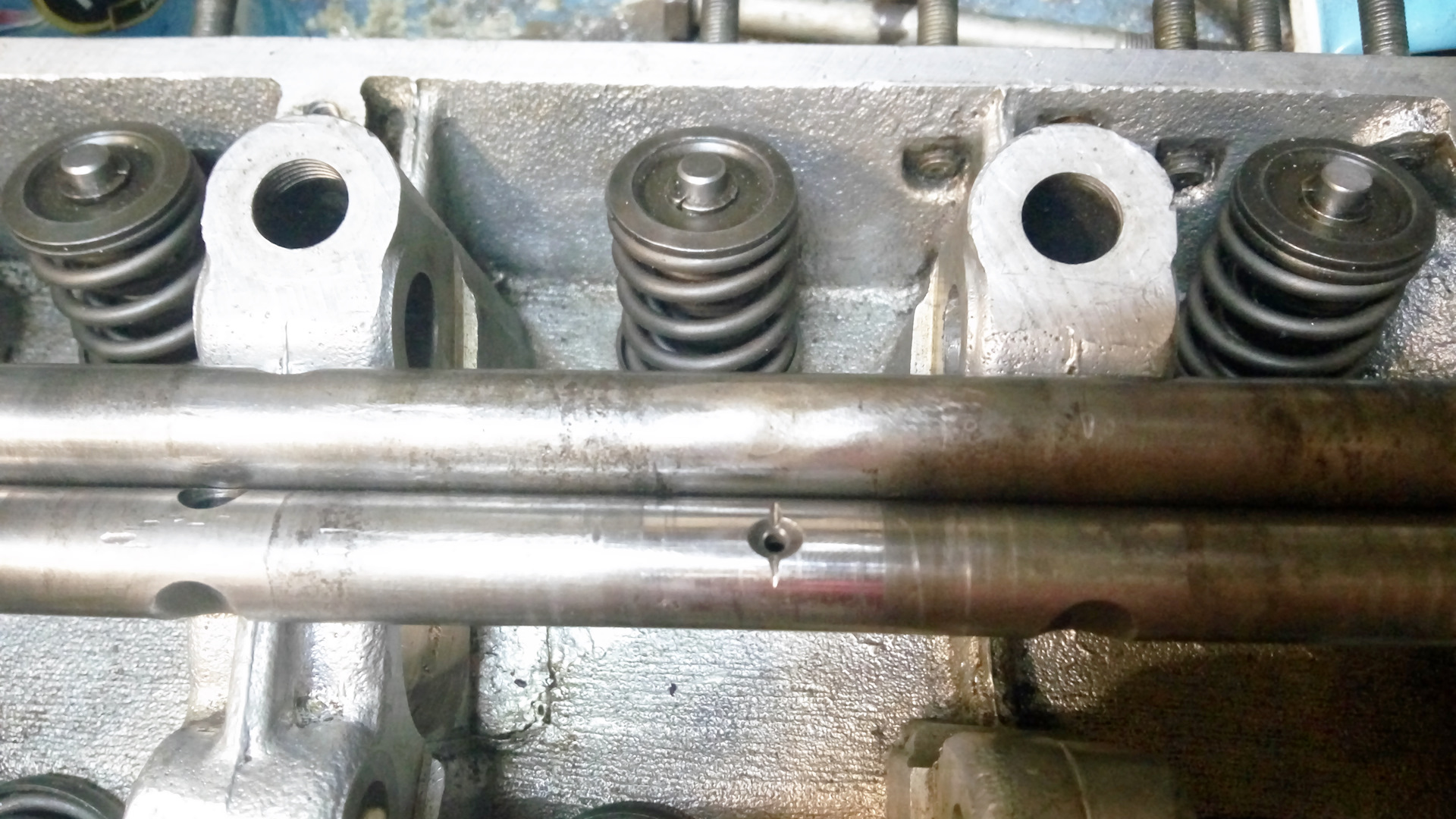
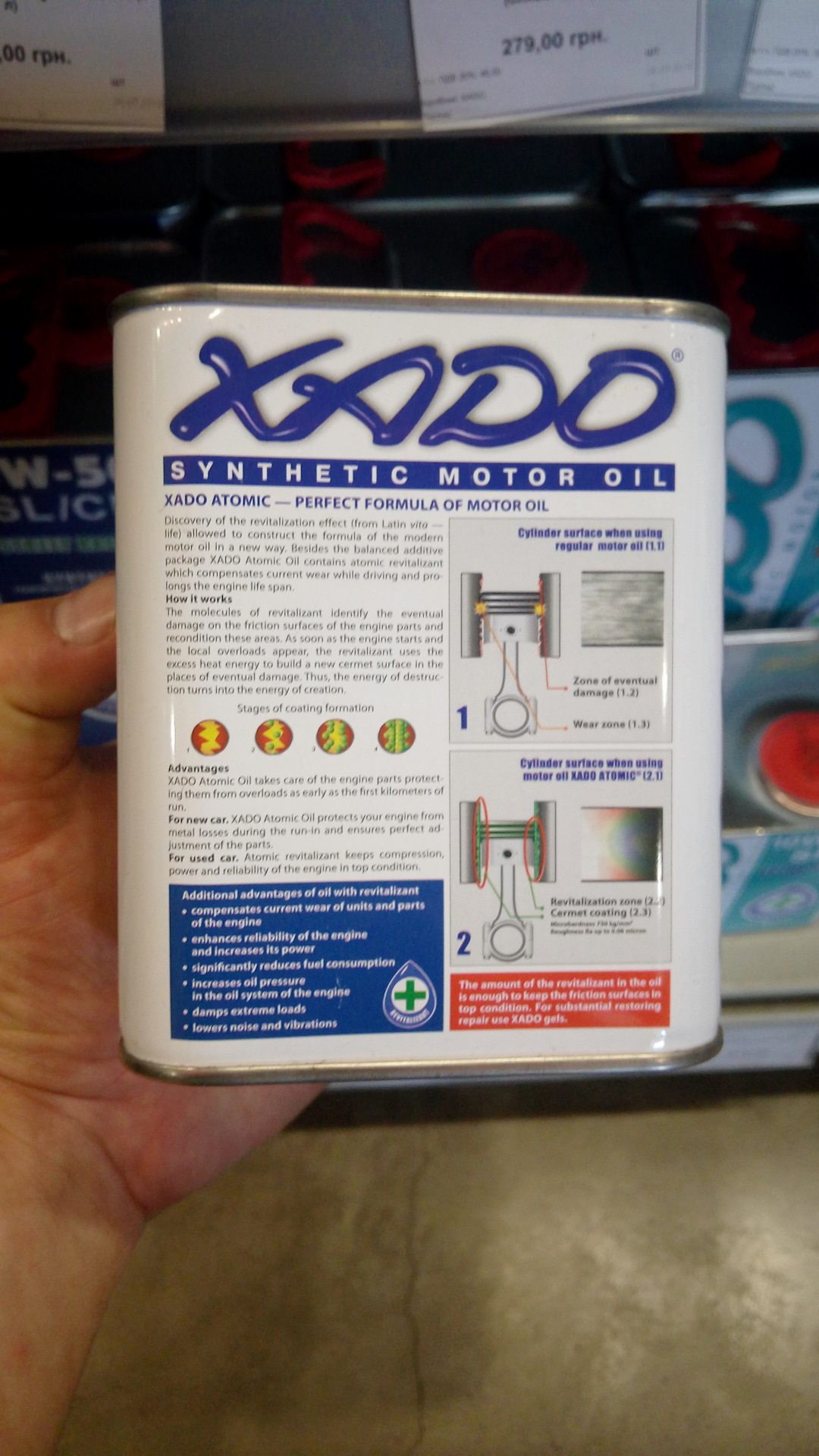
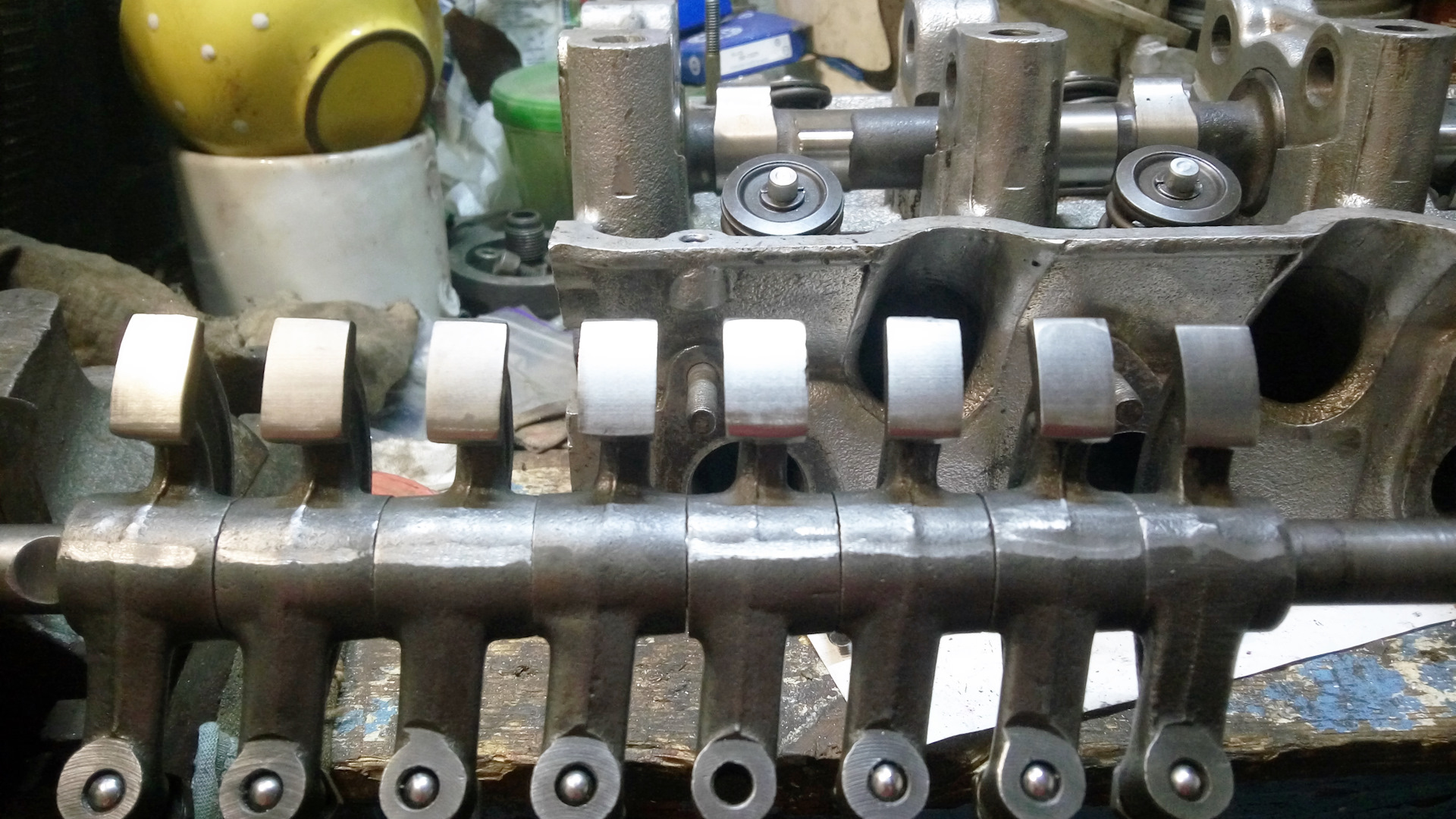
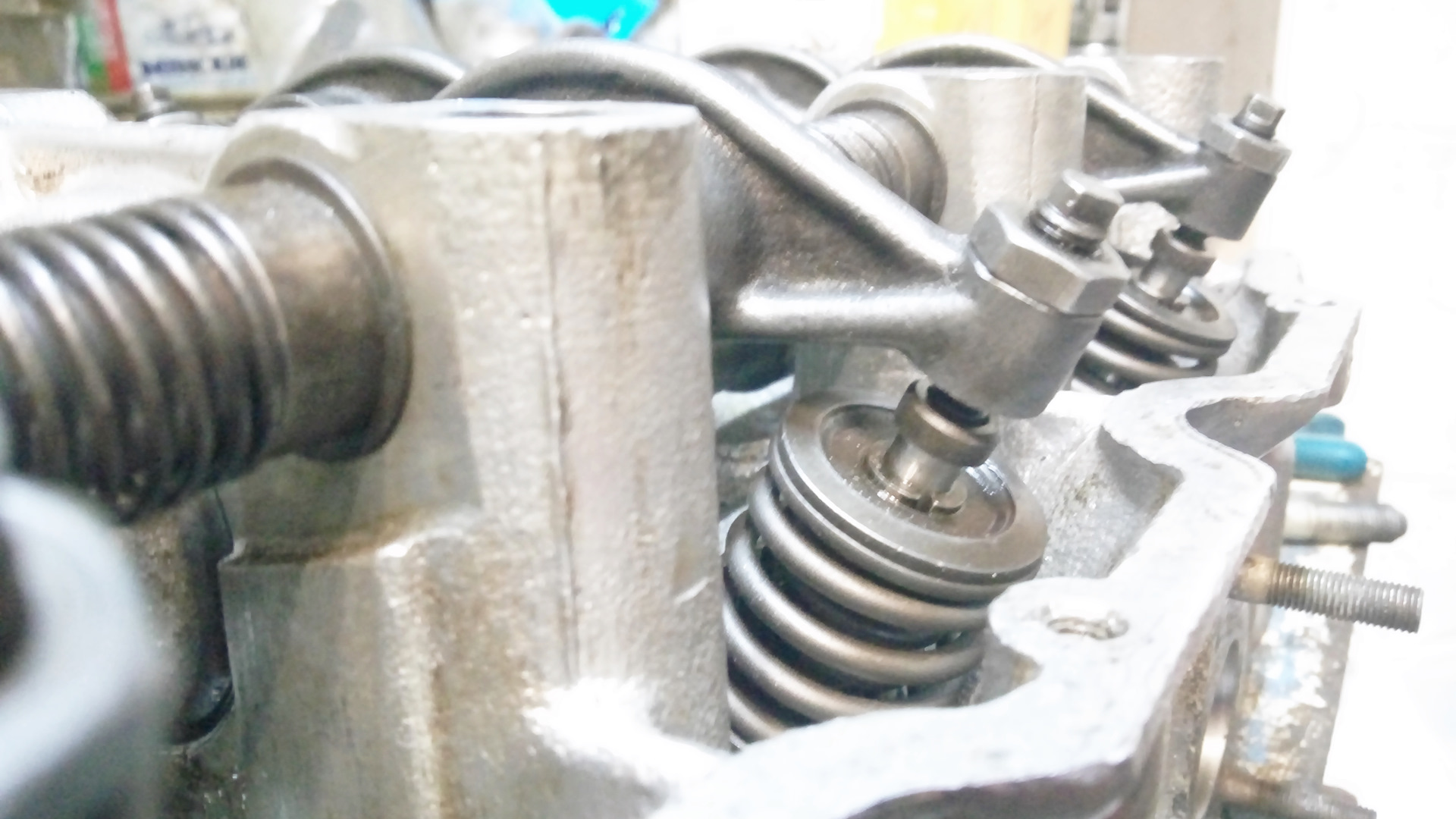
Пятки коромысел были пришлифованы с радиусом 32.5мм
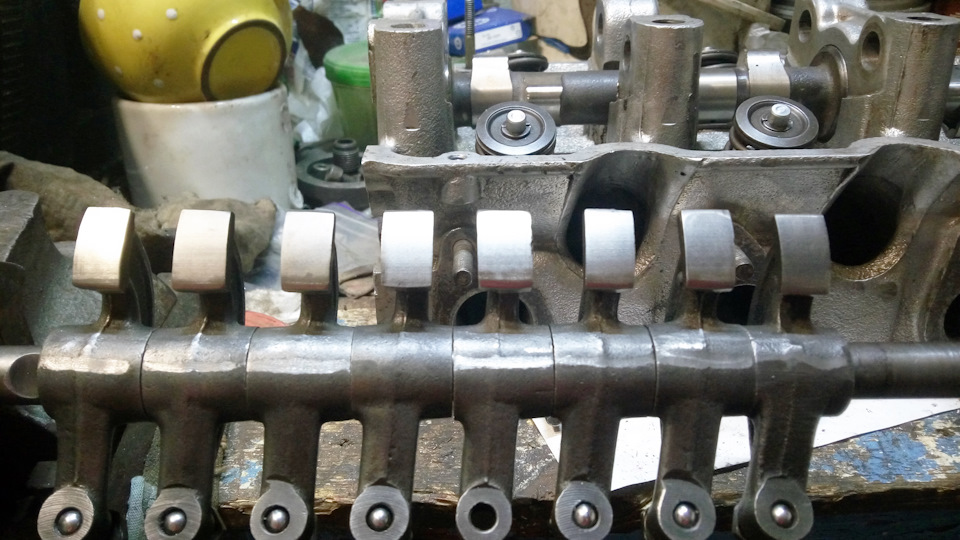
Но для 47го вала нужно было подгонять пятку

Что бы было вот так

Изначально было так.

Кулачек выходил на острый край пятки. Из-за этого впускные клапана резко закрывались, а выпуск с большим сопротивление резко открывался.
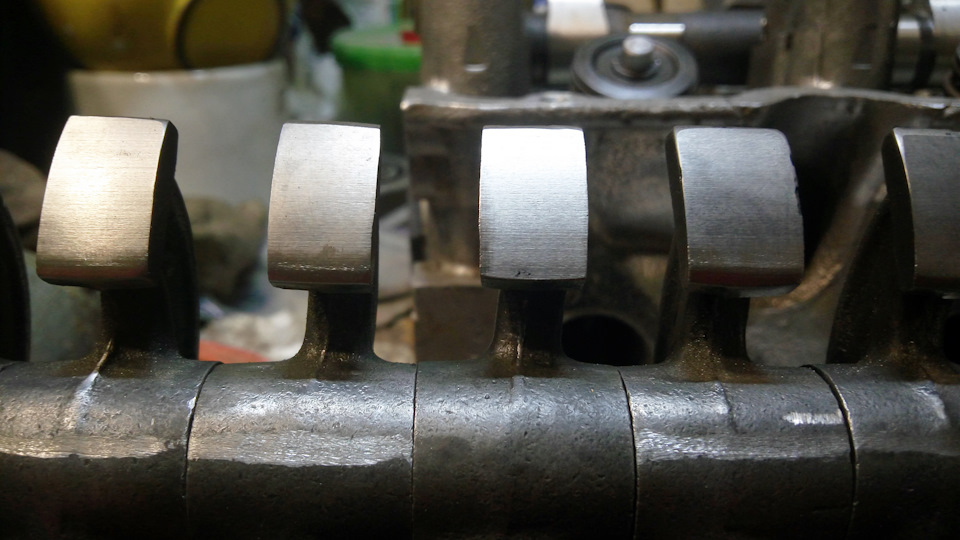
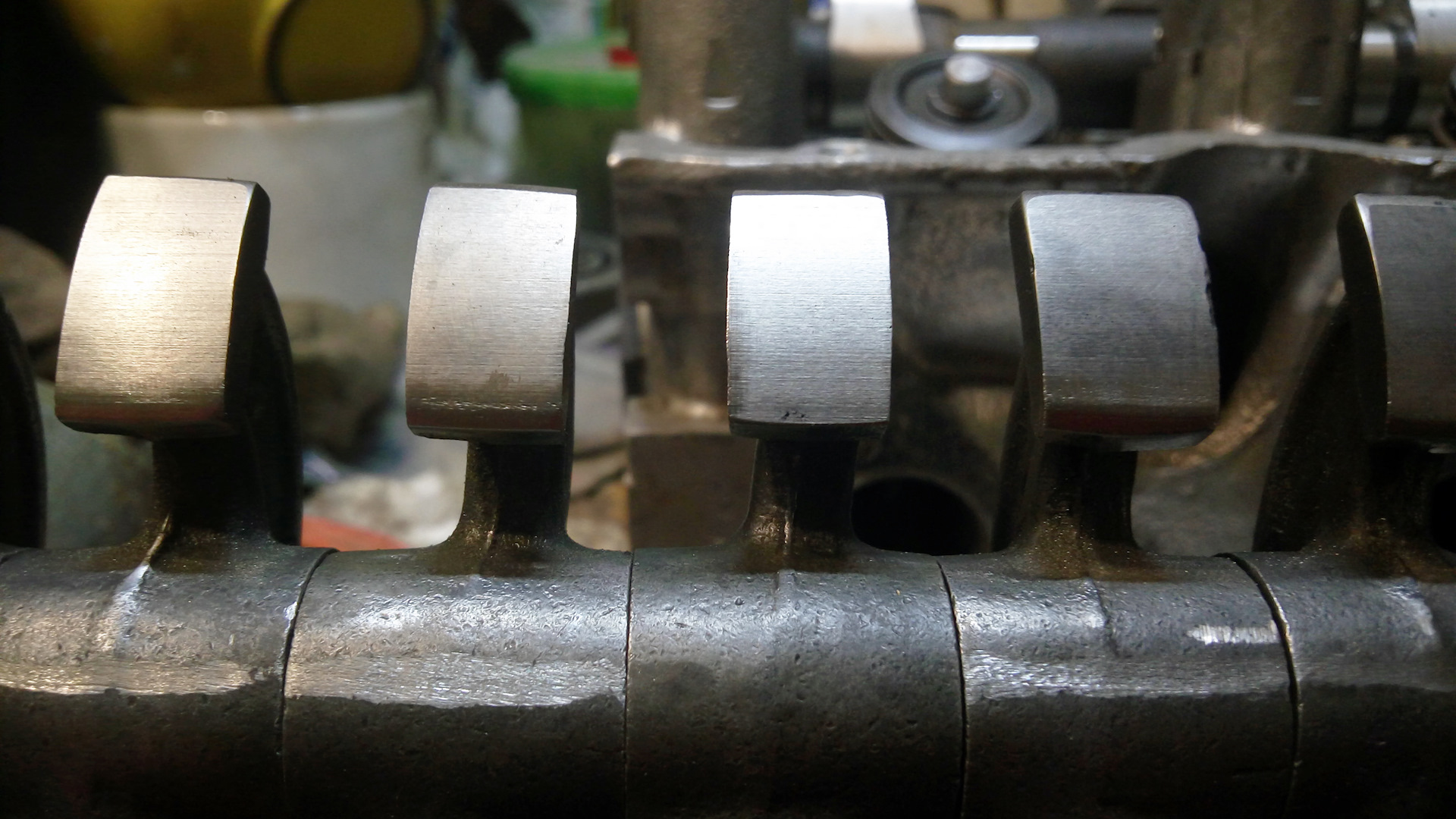
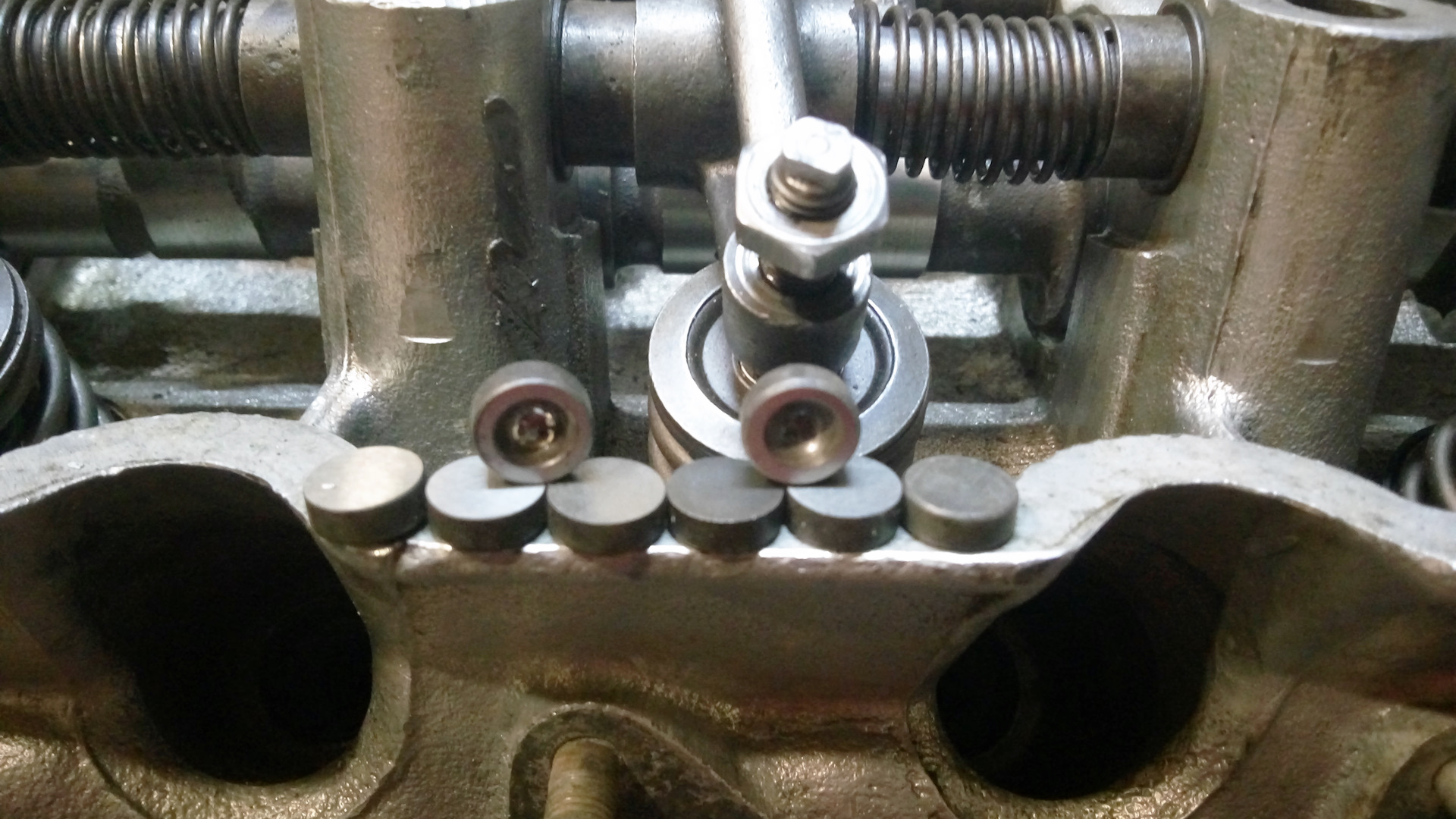
Так же не остались без внимания тарелочки между торцом клапана и винтом коромысла. Шлифовка рабочей части.

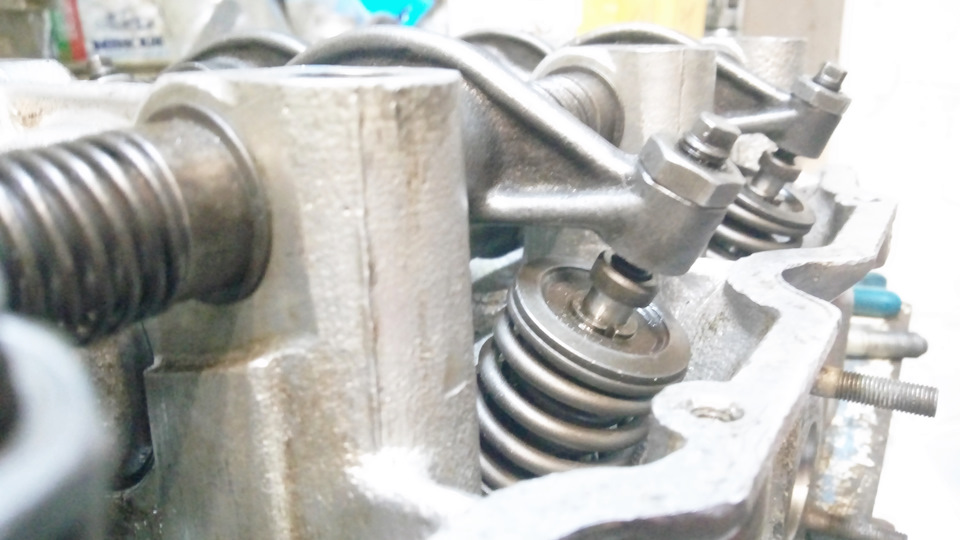
Максимальное открытие впуска
Максимальное открытие выпуска

Были подозрения что витки пружины могут сомкнуться но как показала практика

Типа щуп 2 мм. болтается между витками
После сборки с трудом прокрутил распредвал. Смазал кулачки, пошло легче, а где-то через 20 оборотов ещё легче. Но всё равно остаётся какой-то шелест. Может после притирки станет лучше. А может я пятку недостаточно закруглил, потому что скрежет появляется когда пятка коромысла проходит остриё кулачка.
-
2
-
-
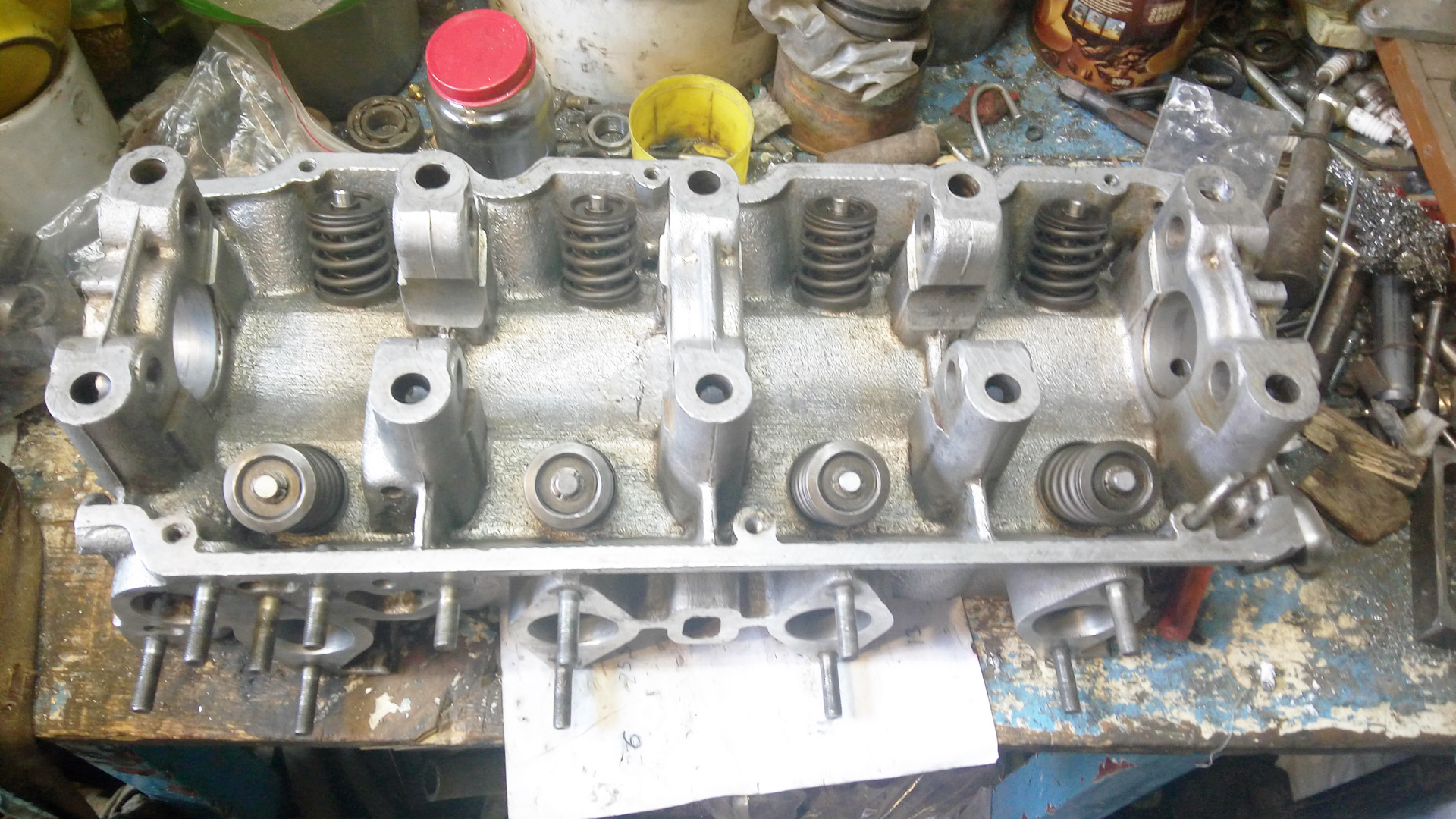
Очень важная и не такая простая как кажется операция. Притирка клапанов
Паста на фаске






Для проверки герметичности собрал без сальников клапанов и промазал КС мелом

Залил керосин
и вытекли две неприятности


По книге — запотевание допускается, но я не смог убить внутреннего перфекциониста и притер клапана ещё разПосле притирки фаски на седле становятся более выраженными


и выпуск

После установил сальники
сальники набивал оправкой (батя выточил ещё в 90х для жигулей)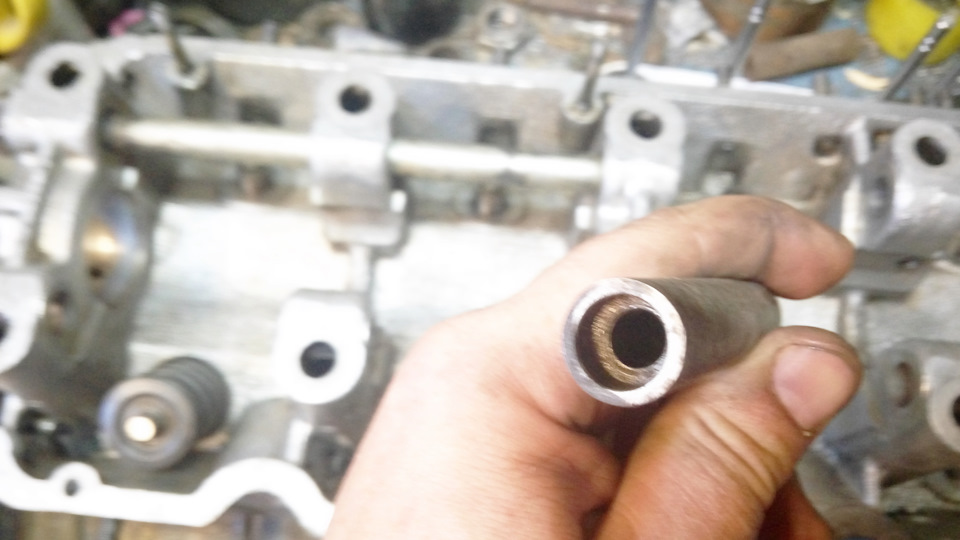
Засухаривал съемником для клапанов ВАЗ, адаптированный с помощью двух уголков и болта рычага от ВАЗ
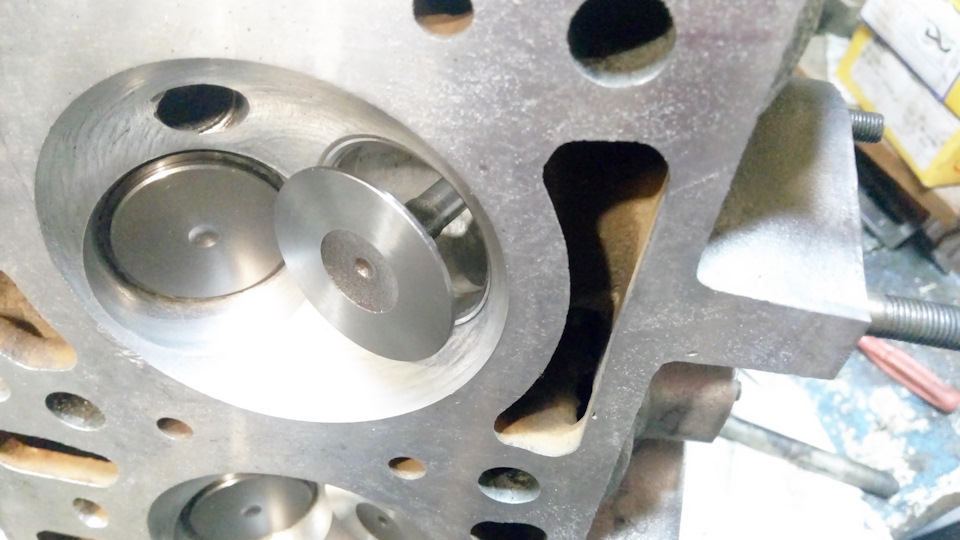
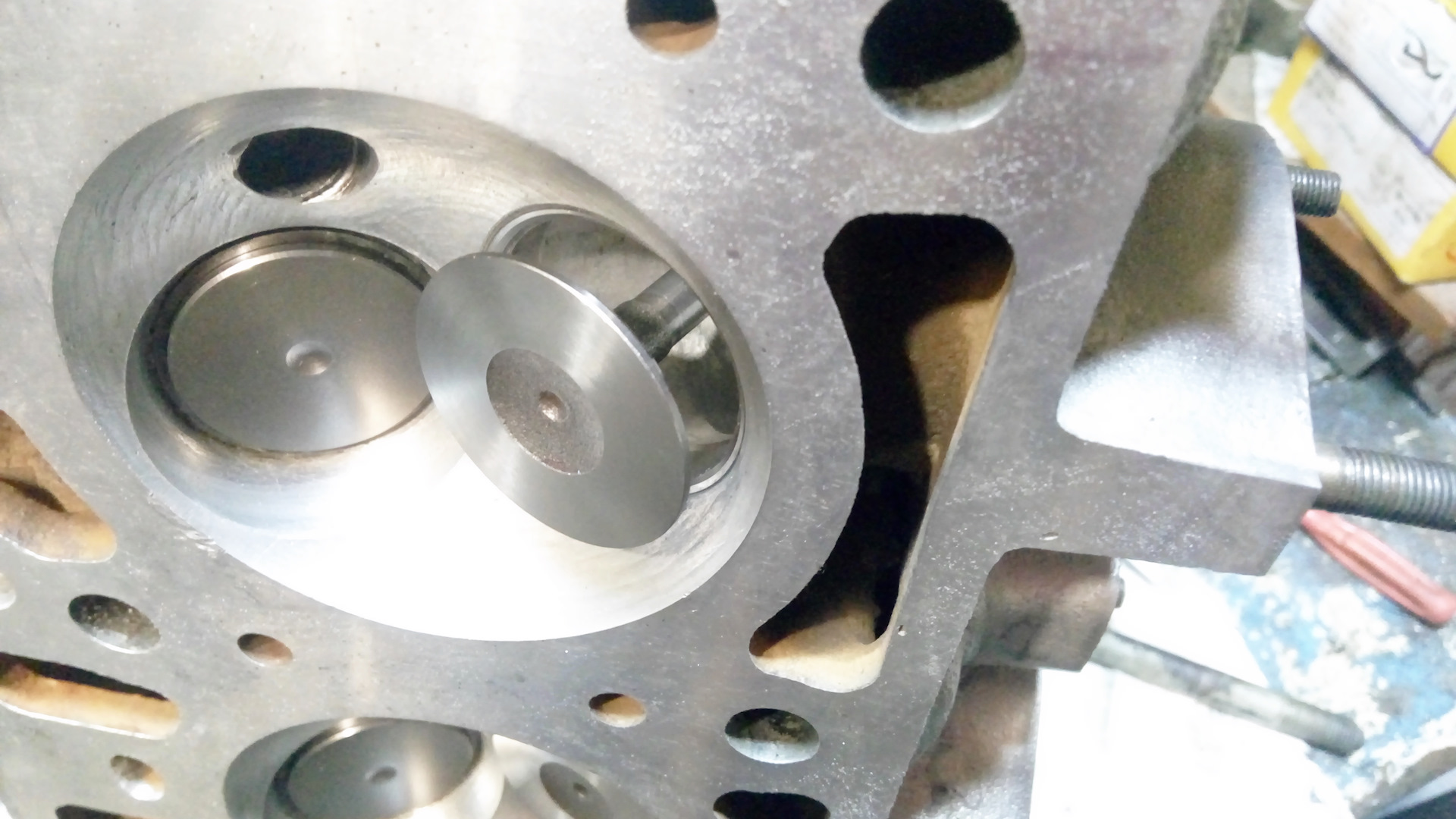
Вот так сидит клапан Форд в седле 412й ГБЦ

и Общий вид
-
5
-



















































































































































Белый 41й
в 2141
Опубліковано:
Тут проблем не возникло
А вот успокоитель от BMW уперся ребром в блок
пришлось напильником поработать
"Художественная" резка паронита недостающих прокладок
На 331 моторах успокоитель держится на шпильках без фиксации, исправил это дело
Трёх миллиметрового паронита не нашел, сделал сэндвич из трёх прокладок перемазанных герметиком
Эхо растянутой цепи, цепь болтаясь повредила бобышку под шпильку, и масло текло через болт. Забил в отверстие герметик и закрутил болт, излишки с внутренней стороны прибрал
Комплект для установки помпы
Передняя крышка на месте
Отличия задней крышки 412го и 331го мотара
у 412го есть направляющие для центрирования крышки, 331я ставиться на глаз
Я точно знаю что у маслоприёмника кривой фланец, в отличии от плоскости прижигания на блоке.
Смазал фланец герметиком, приложил прокладку и притянул гайками на место, после дал подсохнуть два часа. Снял маслоприёмник.
Удалил вылезший герметик, и прикрутил на место. Между прокладкой и блоком герметиком не мазал.
Фото на память, надеюсь я это больше не увижу.")
Очередная не достающая прокладка, паронита хватило в притык
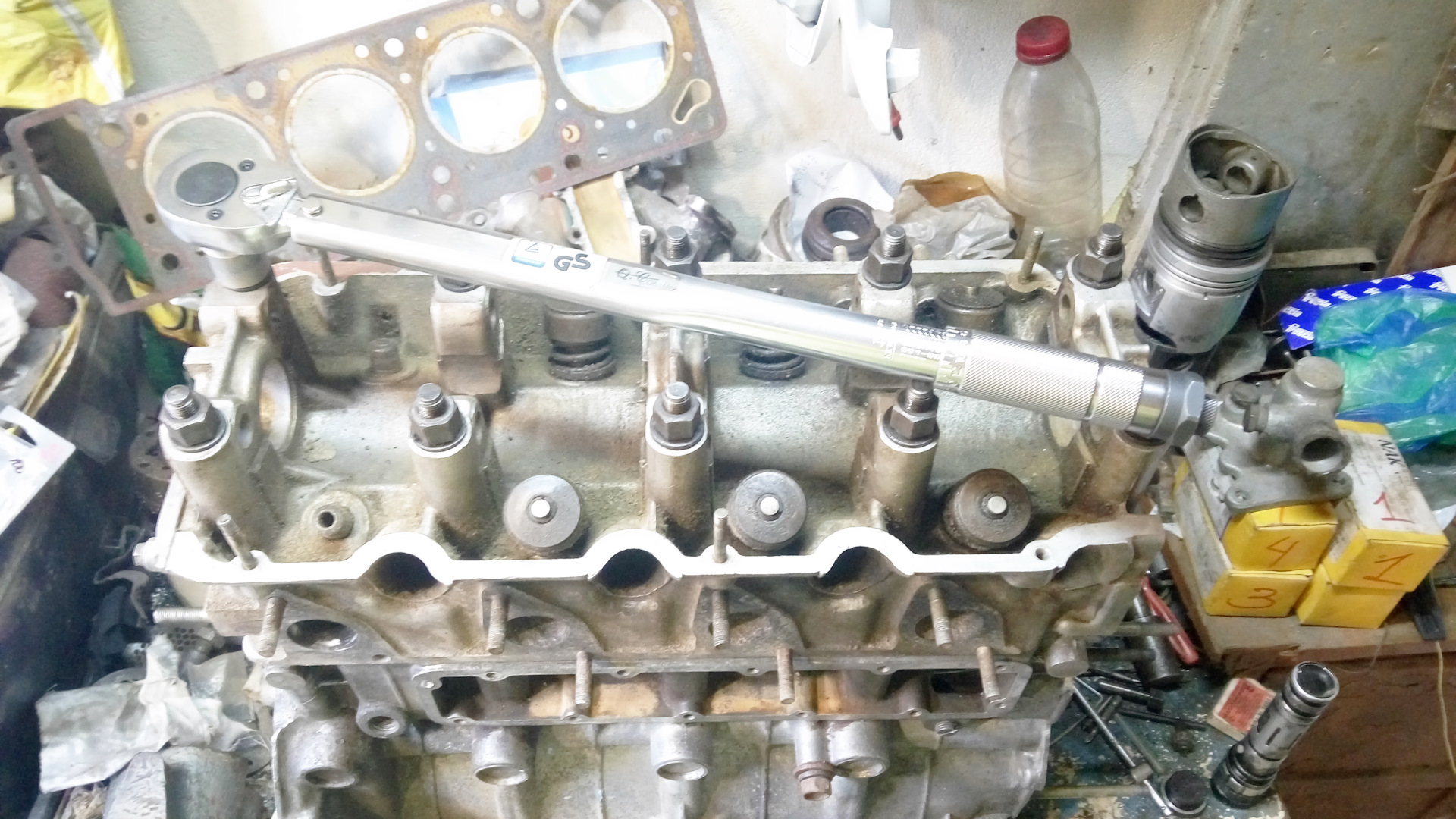
Подготовка к установке
Ну и "БЛОК НА МЕСТЕ"
Ставил в сборе с коробкой. Три человека под капотом и я под машиной.
При вторичном использовании медь нужно отжигать. Я поджимал головкой без прокладки и побоялся что ГБЦ может перекосить при полном моменте затяжки. При финишной установки ГБЦ с новой прокладкой и полном моменте всё дожмётся и сядет на свои места