khylchuk
-
Публікації
10 -
Зареєстрований
-
Відвідування
Про khylchuk

khylchuk's Achievements
")
Newbie (1/14)
0
Репутація
-
Якщо не секрет від якої альфи втулки? Вони по розмірах такі як москвичовські? Подумую зробити приладдя дла перепресування втулок, якщо не вийде з фордівськими клапанами. Тоді можна були би фрезернути канали але доведеться вкорочувати на 2-3 мм. втулки клапанів. Якби знаття що альфівські коротші був би варіант.
-
Мав розмову з токаром, сказав що краще проточити клапани на своєму станку він не зможе. Якби екцентриситет був 1-2 сотки це була б не проблема але 20 соток нів’які ворота не лізуть. Ніколи не думав що витримати точність в 1 сотку на токарному станку може бути проблемою. Тож процес реставрації поки заморожується до вирішення проблеми з клапанами.
-
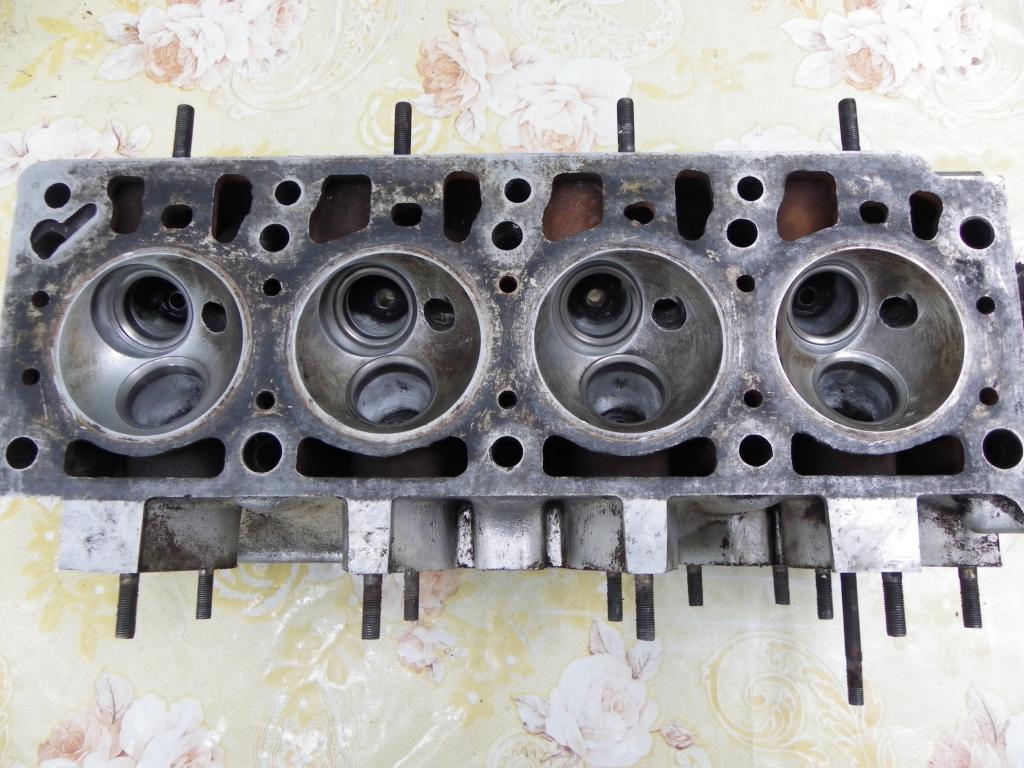
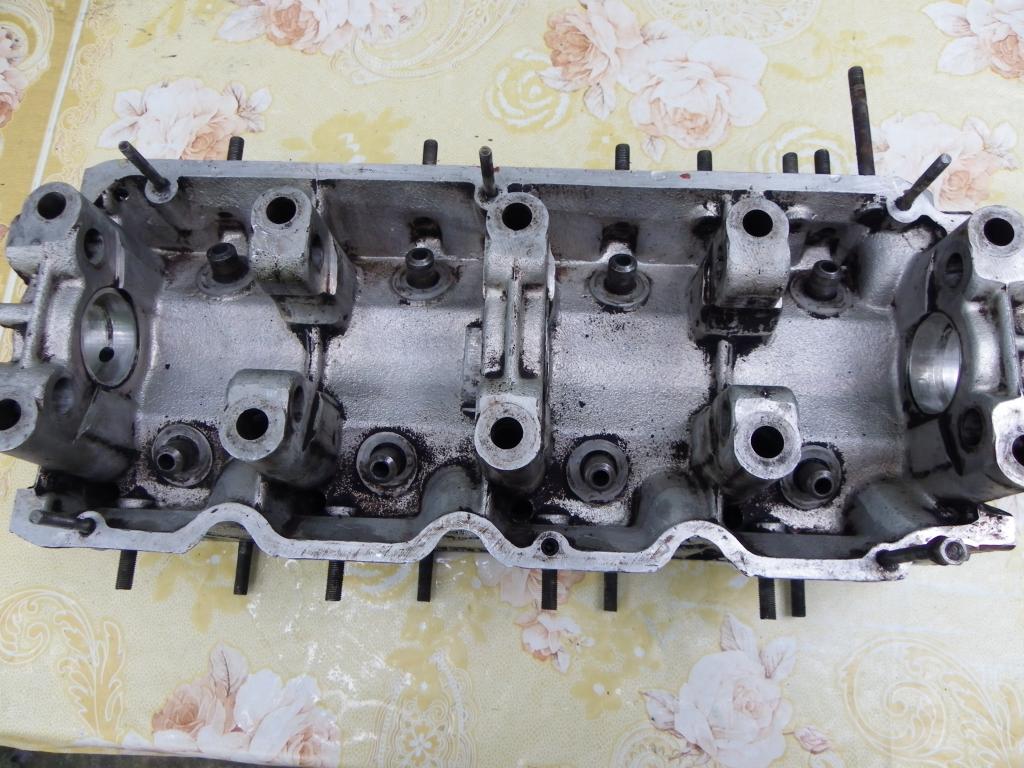
Головка стандартна УЗАМ-412, на цей момент завтулений р/вал, фрезерована на 10 соток поверхня під прокладку. Впускний канал фрезерований на 34 мм. до втулки, запас дозволяє фрезерувати на 36 мм але треба випресовувати і вкорочувати направляючі втулки на 2-3 мм. Випускний канал пройдений фрезою на 29 мм. має звуження біля направляючої втулки яке сформоване напливом який захищає втулку від розпечених газів. Якщо вкоротити втулку на 2 мм. можна фрезернути канал на 32 мм. біля втулки на 30 мм. більше не варто так як поряд проходить канал свічки. Втулка на впуск мала діаметер в центрі 8.02 на виході еліпс 8.04 на 8.05. В мене є райбер на 8.04 мм. він зняв конусність втулки залишився невеличкий еліпс на виході в одну сотку. Спробував розсувним райбером прогнати на 8.05 але металкераміка виявилася йому не по зубах. Доведеться шукати суцільний райбер на 8.05. Металкераміка при обробці нагажує бронзу хоч я очікував щось схоже на чавун. Втулка на випуск мала діамет в центрі 8.03 на виході еліпс 8.06 на 8.07. Райбер на 8.04 прибрав конусність на 2/3 довжини втулки думаю райбер на 8.05 прибере конусність на 3/4 втулки. Діаметра 8.04 замало так як клапани мають діаметер 8.02-8.03 мм. але можна починати притирати до сідел. Сідла доречі виготовлені з білого чавуну і мають твердість 55 одиниць по Роквелу. Мої зенкери виготовлені зі сплаву ВК-2 прирізають сідла з певними труднощами. Але найбільшою проблемою виявилося що клапани не притираються. Вивчення проблеми показало що тарілки клапанів мають ексцентриситет ~20 соток, очевидно втулка через яку проточувались тарілки клапанів мала неспівпадання центрів. Доведеться знову йти до токара якщо проблему не вдасться усунути проект на цьому закінчиться. Попри все вирішів встановити декілька клапанів аби побачити як вони підходять. На фото видно одну із проблем головок УЗАМ, мащення р/валу здійснюється через цей отвір, коли головка зношується, олива витікає з під шийки валу з такою швідкістю, що помпа системи мащення виявляється просто не в змозі тримати тиск, від чого стаждає колінчастий вал. Деякі власники в цей отвір ставлять втулку аби зменшити отвір і хоч трохи підняти тиск в системі мащення. Вирішити проблему можна завтуливши вал так як це зроблено тут. На фото видно що Фордівські сухарики чудово підходять до УЗАМовських тарілок. Незважаючи на те що Фордівські клапани на ~3 мм коротші за УЗАМівські регулювального гвинта вистачає аби виставити тепловий проміжок. Натяг великої клапанної пружини складає 36 мм. норма 36.5 мм. на нових сідлах і клапанах. Проточені на 39 і 35 мм Фордівські клапани в УЗАМівській головці. Максимальний підйом (опускання) клапана. Виміряв натяг клапанів в сідлі, вийшло ~20 кг. книжка пише що має 26 кг. +- 10%. Якщо не крутити мотор вище 4 тис. повинно хватити. Можна спробувати підтягти пружини підклавши додаткову шайбу але запас не великий. Краще спробувати знайти підходящі пружини від того ж Форда наприклад. Осі коромисел прочовгані явно більше ніж на 5 соток рекомендованих заводом. По теорії варто замінити але ж де їх взяти. На днях піду до токара спробуємо поправити тарілки клапанів. Без цього продовжувати проект немає сенсу.
















-
До чого тут економіка? Це - хоббі а за хоббі треба платити. Я пробував звертатись до профі, але в них чомусь завжди немає часу на старе залізо. Доводиться викручуватись самому, ось тут опис як я робив головку до Форда. http://ford-club.ua/board/index.php?showforum=188
-
Забрав у токара клапани.

-
В інструкції що я наводив ця операція виконується на станку. Для того щоб розвернути гніздо направляючої без станка треба придумати направляючу для райбера яка б використовувала сідло клапана для центровки. Якби я цим серійно займався можна було б зробити такі направляючі але так як це разова затія простіше спробувати зробити це на фордівських клапанах.
-
Ось докладна інструкція від виробника. На гарячу міняють сідла клапанів, вірніше сідла охолоджують рідким азотом а головку нагрівають десь до 180 градусів, сідла тоді легко входять на місце і добре тримаються коли температура вирівнюється. Замена направляющих втулок клапанов.Замену направляющей втулки клапана производите в следующем порядке: - выпрессуйте изношенную направляющую втулку клапана из головки цилиндров с помощью оправки (рис.); - установите головку цилиндров на сверлильных станок, имеющий наклонный стол. Наклоном стола (угол 26°±5) установите головку так, чтобы шпиндель станка был на оси отверстия направляющей втулки в головке. Затем в головке цилиндров, из которой выпрессована втулка, разверните отверстие до диаметра 15,120-15,142; - запрессуйте в развернутое отверстие в головке цилиндров ремонтную втулку (деталь 412-1007033-РП), имеющую увеличенный на 0,15 мм наружный диаметр (15,184-15,172 мм). Запрессовку производите с помощью оправки, с которой производилась выпрессовка. Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, предварительно пропитайте в масле для двигателя в течение не менее 1,5 часа. При запрессовке выдержать размер, указанный на рис.; - разверните отверстие в запрессованной втулке до диаметра 8,008-8,026 мм. При этом овальность и конусность не должны быть более 0,006 мм. После развертывания отверстия проверьте прямолинейность оправкой диаметром 7,995 мм, которая должна свободно проходить на всю длину втулки.
-
Поки клапани в токара відповім на запитання. Чого Фордівські клапани а не направляючі з Альфи - дуже просто я перед цим капіталив фордівський OHC-2.0l там тоже робив головку розвертав під ремонтні клапани ці лишилися тож є з чим експерементувати. Хоча дійсно якби було завдання зробити головку по максимуму то краще було би випресувати направляючі. Головка УЗАМа зроблена найкраще з усіх головок на моторах ех-СРСР і з найкращого алюмінію, має великий потенціал для тюнінгу. Я фрезерував впуск на 34 мм. випуск на 30 мм. якщо перед тим випресувати направляючі впуск легко фрезернути на 36 а випуск на 32 металу там більше ніж достатньо. Там правда направляючі дуже виступають в канал але якщо взяти ремонтні направляючі на 2-3 мм. коротші за оригінальні і 1-2 мм. запресувати вище моторесурс не повинен постраждати а продувка циліндрів покращиться. Якщо є можливість замінити сідла клапанів то краще зробити клапани на 40 і 36, в автоспорті впуск взагалі робили на 41 мм. Коли я писав про натяг 30 соток я просто обмовився я мав на увазі те що ремонтні втулки випускали на 30 соток товщими і райбером треба проганяти головку аби натяг був в межах 3-5 соток, це для металкераміки для бронзи натяг інший треба почитати так не скажу. Для кращої продувки рекомендують робити робочу фаску на 30 градусів але я вирішив не морочитись і замовив токару фаску 45 градусів. Головку мені втулили в Тернополі на Ватрі але то було кілька років тому що там зараз не знаю.
-
Вони скільки я памятаю бронзові а бронза в алюміній ставиться з натягом в 30 соток якщо пам’ять не зраджує, незнаю чи підійде а фордівські клапани в мене вже є, та й клапан на 35 мм. не провалиться в розбитому сідлі так як рідний на 34 мм. До речі чув інфо що якщо втулки клапанів зроблені не з фосфористої бронзи а простої водопровідної так їх на 10-20 тис. вистачає.
-
Дісталась мені головка блока з мотора УЗАМ-412. Мотор пройшов ~250 тис. км. тож головка мала всі болячки, теліпався роз. вал, розбиті втулки клапанів, сідла клапанів, закидало свічки. Заміна прирізання/притирання клапанів, заміна сальників не допомогла, свічки далі закидало, від частого викручування для чищенння вирвало різьбу в третьому циліндрі під свічку. Була знайдена на шроті головка з втричі меншим пробігом і в доброму стані, після профілактики, притирання клапанів і заміни сальників нова головка була встановлена, мотор перестав закидати свічки, добре заводиться і стабільно працює на холостому ході. Зняту головку я почав потихеньку відновлювати, завтулив роз. вал, прошліфував поверхню під прокладку, поставив ремонтну бронзову втулку під свічку в третьму циліндрі. Впускні канали в головці і колекторі профрезерував на 34 мм. Випуск профрезерував на 30 мм. Зараз зайнявся клапанами, спочатку думав міняти направляючі але те що продається на базарі особливої довіри не викликає, знайомі мотористи кажуть що там така якість що після заміни може стати ще гірше. Тому я вирішив замість москвичовських клапанів поставити фордівські, так як фордівські мають на 5 соток товщий стрижень клапана. Подальше вивчення проблеми показало що фордівські клапани на ~3 мм. коротші за москвичовські але регулюючих гвинтів вистачає аби виставити зазор. При спробі вставити в їх москвичовську головку випускні туго але ввійшли а впускні застряли на пів дорозі. Треба купувати райбери на 8.04-8.05 аби підігнати втулки по діаметру. Доведеться також поставити сухарики з форда і проточити тарілки клапанів на мосвичовський розмір, (У Форда вони 42 мм. впуск 36 мм. випуск у Москвича 38 мм. впуск 34 мм. випуск) Думаю проточити впуск на 39 мм. випуск на 35 мм. аби компенсувати знос сідел і просідання клапанів, не вирішив ще наскільки прирізати робочі фаски клапанів на 30 чи 45 градусів, тому цікавить думка спільноти.( При 30 градусах кажуть буде краща продувка циліндрів.) На фото випускний клапан УЗАМ 34 мм і випускний клапан Форд 36 мм.